Кинематическая настройка станков
Кинематическую настройку станка производят для обеспечения необходимых перемещений конечных звеньев кинематической цепи и для получения заданных формы и размеров детали, которая в основном сводится к определению параметров органа настройки. Расчетные перемещения звеньев определяют исходя из формы поверхности, которая должна быть образована на заготовке, и вида режущего инструмента.
Затем по кинематической цепи составляют уравнение кинематического баланса, связывающее начальное и конечное перемещения, и находят зависимость параметра органа настройки от расчетных перемещений и постоянных цепи.
Кинематическая цепь
Кинематическая цепь составляется из движущихся сопряженных между собой и передающих друг другу движения деталей. Если началом кинематической цепи является электродвигатель (рис. 3,б), то можно найти связь между начальным и конечным звеньями:

где n, nшп — частота вращения начального и конечного звеньев; np, ip — КПД и передаточное отношение ременной передачи.
Для удобства вычислений рекомендуется в уравнении кинематического баланса (4.1) выделить постоянные величины структурной формулы и подсчитать их как коэффициент данной кинематической цепи, например:

Это выражение справедливо и для станков, в цепи главного движения которых в качестве органа настройки используется коробка скоростей. Тогда в выражении (4.2) iv будет передаточным отношением коробки скоростей.
Уравнение кинематического баланса
Уравнение кинематического баланса для цепи главного вращательного движения имеет вид (об/с)
nc i = nk, (4.3) , где nc и nk— частота вращения соответственно начального и конечного звена, об/с; i- передаточное отношение кинематической цепи.
Уравнение кинематического баланса для цепи, у которой начальное звено имеет вращательное движение, а конечное — прямолинейное, будет (мм/с)
nc i H = Sc, где Н — ход кинематической пары, преобразующей вращательное движение в прямолинейное, мм/об; sc — линейное перемещение конечного звена, мм/с.
Величина хода
Величина хода равна перемещению прямолинейно движущегося звена за один оборот вращающегося звена. Для винтовой пары (винт — гайка)
H = k tв (4.4), где tв — шаг ходового винта, мм; k — число заходов.
Для реечной передачи.
H = π m z, где m — модуль зацепления, мм; z — число зубьев реечного колеса.
На этом основании уравнение кинематического баланса для секундной подачи (мм/с):
для цепи с винтовой парой

для реечной передачи

Уравнение кинематического баланса для оборотной подачи (мм/об)

где s — линейное перемещение конечного звена, мм/об.
Из уравнений (4.5)-(4.7) определяют передаточное отношение органа настройки. Например, из уравнения (4.2) находят

Это выражение является формулой настройки сменных колес гитары скоростей цепи (см. рис. 3,б).
Выводы
Анализ структурных схем металлорежущих станков позволяет сделать следующие выводы. Кинематическая структура станков зависит от геометрической формы, размеров обрабатываемой поверхности и метода обработки. Чем меньше необходимое число исполнительных формообразующих движений, тем меньше кинематических цепей в структуре станка, тем проще его кинематика и конструкция. Существенное значение имеют и другие факторы, например точность и шероховатость поверхности, динамика резания, условия обслуживания станка, а также экономические факторы.
3.1. Кинематика станков
Основоположником теории кинематики станков является профессор Г.М.Головин (1889—1949), разработавший теоретические основы анализа, настройки и расчета кинематических цепей станка.
Структура кинематической цепи, т. е. последовательность расположения в ней кинематических пар и звеньев, зависит от назначения станка (сверление, точение, фрезерование, шлифование и т.п.), требуемой точности передачи движения и конструктивных факторов.
Для изготовления детали рабочим органам станка необходимо сообщить определенные согласованные движения, при которых с заготовки снимается избыточный материал — припуск (см. гл. 2).
Все движения органов станка называют исполнительными. По целевому признаку их можно разделить на движения формообразования, установочные, делительные, управления и вспомогательные.
Согласованные относительные движения заготовки и режущего инструмента, которые непрерывно создают поверхность заданной формы, называют формообразующими, или рабочими, движениями. Они могут быть простыми и сложными. К простым движениям относятся вращательное и прямолинейное. Во всех изучаемых в данной книге станках — токарных, фрезерных, сверлильных и шлифовальных — движение резания вращательное. К сложным движениям относятся те, которые образуются в результате согласования (сложения) двух и более вращательных и прямолинейных движений. При сложном формообразующем движении то из них, которое производится с наибольшей скоростью, называется главным движением или движением резания, а его скорость — скоростью резания. Остальные движения, происходящие с меньшей скоростью, называются движениями подачи.
В станках для лезвийной обработки резанием (токарных, фрезерных, сверлильных) скорость резания, м/мин, определяют по формуле
где d — диаметр обрабатываемой заготовки (инструмента), мм; n — частота вращения заготовки (инструмента), мин -1 (об/мин).
При абразивной обработке на шлифовальных станках скорость резания, м/с, определяют по формуле
где dkp и nkp — соответственно диаметр и частота вращения шлифовального круга.
В токарных, фрезерных и сверлильных станках движение подачи — непрерывное, в шлифовальных плоско- и круглошлифовальных станках — прерывистое.
Основу любой машины, в том числе и станка, составляют механизмы. Под механизмом понимают систему связанных между собой путем соприкосновения твердых тел, совершающих под действием приложенных сил определенные целесообразные движения.
Система тел, состоящая из одного или нескольких твердых тел, соединенных между собой неподвижно, называется звеном механизма. Соединение двух соприкасающихся звеньев, допускающее их относительное движение, называется кинематической парой или просто парой. Поверхности, линии, точки, которыми звено может соприкасаться или соприкасается с другим звеном, называются элементами звена.
Система звеньев, соединенных между собой в определенной последовательности, образует кинематическую цепь. Кинематические цепи, в которые входят кинематические пары, их элементы и связи, изображают на чертеже в виде кинематической схемы с помощью условных графических знаков (табл. 3.1). Правила выполнения кинематических схем и обозначения их элементов установлены ГОСТ 2.770—68*. Для станков, имеющих наряду с механическими передачами гидравлические, электрические и пневматические устройства, составляют соответствующие схемы.
Таблица 3.1 Условные обозначения элементов кинематических




Среди передач движения от привода к рабочим органам станка наибольшее распространение получили механические передачи (рис. 3.1).
По способу передачи движения от ведущего элемента к ведомому механические передачи подразделяются следующим образом: передачи зацеплением с непосредственным контактом (зубчатые — рис. 3.1, а; червячные — рис. 3.1, б; храповые; кулачковые) или с гибкой связью (цепные); передачи трением с непосредственным касанием (фрикционные) или с гибкой связью (ременные — рис. 3.1, в).

Рис. 3.1. Передачи в станках:
а — зубчатая: I — ведущий вал; z1 — число зубьев шестерни; n1 — частота вращения ведущего вала; II — ведомый вал; z2 — число зубьев колеса; n2 — частота вращения ведомого вала; б — червячная: n1 и k — частота вращения и число заходов червяка соответственно; n2 и z — частота вращения и число зубьев колеса соответственно; в — ременная: n1, и d1 — частота вращения ведущего ролика и его диаметр соответственно; n2 и d2 — частота вращения ведомого ролика и его диаметр соответственно; г — винтовая: р — шаг винта; l — направление перемещения гайки; д — реечная: l — направление перемещения рейки; t — шаг зубьев рейки; z — число зубьев колеса; n — направление вращения колеса
Основным кинематическим параметром, характеризующим все виды механических передач вращательного движения, является передаточное число — отношение числа зубьев большего колеса к числу зубьев меньшего в зубчатой передаче, числа зубьев колеса к числу заходов червяка в червячной передаче, числа зубьев большой звездочки к числу зубьев малой в цепной передаче, а также диаметра большого шкива или катка к диаметру меньшего в ременной или фрикционной передаче. Передаточное число характеризует изменение частоты вращения в передаче
где n1 и n2 — частота вращения ведущего I и ведомого II валов, мин -1 или с -1 (см. рис. 3.1, а, б и в).
Так, для зубчатых (см. рис. 3.1, a) и цепных передач
где z2 — число зубьев большего зубчатого колеса или звездочки; z1 — число зубьев мёньшего зубчатого колеса или звездочки.
Для червячной передачи (см. рис. 3.1,б)
где z — число зубьев червячного колеса; К — число заходов червяка.
Для ременной передачи (рис. 3.1, в)
где d2 — диаметр ведомого (большего) шкива передачи, мм; d1 — диаметр ведущего (мёньшего) шкива передачи, мм.
Для преобразования вращательного движения в поступательное или наоборот используют реечную (рис. 3.1, г) или винтовую (рис. 3.1, д) передачи. В первом случае ось вращательного движения и направление поступательного движения перпендикулярны, а во втором — параллельны.
Передачи, преобразующие вращательное движение в поступательное, характеризуются расстоянием, на которое поступательно перемещается движущийся элемент за один оборот приводного.
В реечной передаче (см. рис. 3.1, г) перемещение рейки за один оборот зубчатого колеса (шестерни)
где z — число зубьев колеса; m — модуль зацепления.
Пара винт—гайка используется в механизмах подач почти всех станков. При повороте винта на один оборот гайка перемещается вправо или влево (в зависимости от направления резьбы) на один шаг. Существуют конструкции, в которых гайка неподвижна, а винт вращается и перемещается, а также конструкции с вращающейся и перемещающейся гайкой. Для передачи винт—гайка перемещение поступательно движущегося элемента
где р — шаг винта, мм; k — число заходов винта.
При последовательном расположении нескольких передач их общее передаточное число равно произведению передаточных чисел отдельных передач
где iобщ — общее передаточное число кинематической цепи; i1,i2,i3. in передаточные числа всех элементов кинематической цепи.
Частота вращения последнего ведомого вала кинематической цепи nк равна частоте вращения ведущего вала nнач, деленной на общее передаточное число,
Скорость перемещения (мм/мин) конечного элемента (узла) кинематической цепи
где vнач — частота вращения ведущего вала начального элемента; l — перемещение поступательно движущегося элемента на один оборот ведущего вала, мм.
Математическое выражение связи движений ведущего и ведомого элементов (начального и конечного звеньев) кинематической цепи станка называется уравнением кинематического баланса. В него входят составляющие, характеризующие все элементы цепи от начального до- конечного звена, в том числе и преобразующие движение, например вращательное в поступательное. В этом случае в уравнение баланса входит единица измерения параметра (шаг ходового винта — при использовании передачи винт—гайка или модуль — при использовании передачи зубчатое колесо—рейка), определяющего условия этого преобразования, миллиметр. Этот параметр позволяет также согласовывать характеристики движения начального и конечного звеньев кинематической цепи. При передаче только вращательного движения в уравнение входят безразмерные составляющие (передаточные числа i механизмов и отдельных передач), в связи с чем единицы измерения параметров движения конечного и начального звеньев одинаковы.
Для станков с главным вращательным движением предельные значения частот вращения шпинделя nmin и nмах обеспечивают обработку заготовки с диаметром обрабатываемых поверхностей в диапазоне от dmax до dmin.
Диапазон регулирования частот вращения шпинделя характеризует эксплуатационные возможности станка и определяется отношением наибольшей частоты вращения шпинделя станка к наименьшей:
Значения частот вращения от nmin до nmax образуют ряд. В станкостроении, как правило, применяют геометрический ряд, в котором смежные значения n различаются в φ раз (φ — знаменатель ряда: n1/n2 = n2/n3 = n3/n4 =. = nφ-i/nj = φ). Приняты и нормализованы следующие значения знаменателя φ: 1,06; 1,12; 1,26; 1,41; 1,58; 1,78; 2,00. Эти значения φ положены в основу табличных рядов частот вращения шпинделя.
Контрольные вопросы
- Приведите формулы для определения скорости резания при главном вращательном движении.
- Как находят передаточные числа кинематических пар станков?
- Что такое диапазон регулирования?
ОБЩАЯ МЕТОДИКА НАЛАДКИ МЕТАЛЛООБРАБАТЫВАЮЩИХ СТАНКОВ
Уравнение кинематического баланса. Для большинства металлообрабатывающих станков независимо от их сложности методика наладки одинакова. Она заключается в сообщении исполнительным органам станка согласованных друг с другом движений для изготовления деталей.
Процесс наладки станка требует расчета передаточных отношений органа, наладки скоростей для получения заданной частоты вращения шпинделя и передаточных отношений органов наладки цепей для осуществления необходимых подач (подачи).
Для этих целей намечают расчетные кинематические цепи, составляют расчетные перемещения конечных звеньев этих цепей и уравнения кинематического баланса, из которых выводят формулы наладки цепей.
Уравнением кинематического баланса называют уравнение, связывающее расчетные перемещения конечных звеньев кинематической цепи. Это уравнение служит основой для определения передаточных отношений органа наладки. Конечные звенья могут иметь как вращательное, так и прямолинейное движение. Если оба конечных звена вращаются, то расчетные перемещения этих звеньев условно записывают следующим образом: лнмин-1 -» лкмин-1. Стрелка в этой записи заменяет слово «соответствует». По этим расчетным перемещениям составляют уравнения кинематического баланса данных кинематических цепей: пн • /пост • /х = Якмин’1, где пк — частота вращения в минуту конечного звена органа наладки; пн — частота вращения в минуту начального звена органа наладки; /пост — постоянное передаточное отношение органа наладки; /х — искомое передаточное отношение органа наладки.
Решая уравнения кинематического баланса относительно /х, получим формулы наладки рассматриваемых кинематических цепей.
Если одно из конечных звеньев в кинематической цепи имеет вращательное движение, а другое — прямолинейное, то при подаче, выраженной в миллиметрах на один оборот начального звена, расчетные перемещения можно записать: 1 оборот начального звена -» Suu продольного перемещения конечного звена. Уравнение кинематического баланса будет иметь вид: 1 оборот начального звена іпосг • /х • 1 = =5, где S — перемещение кинематической пары, преобразующей вращательное движение в прямолинейное (например, перемещение гайки за один оборот винта), мм; 1 = Z • Рь (здесь Z— число заходов винта; Рв — шаг винта, мм).
При наладке станков в общем случае необходимо:
1. По технологическому процессу изготовления детали установить характер движений в станке и их взаимосвязь;
2. Определить все кинематические цепи, по которым будет осуществляться необходимое для этого движение;
3. Составить соответствующие уравнения кинематических цепей, связывающих попарно рабочие органы станка;
4. По полученным передаточным отношениям вычислить и подобрать сменные зубчатые колеса и т. п.
При составлении уравнения кинематической цепи безразлично, в каком порядке рассматривается данная кинематическая цепь — от первого элемента ее (считая в направлении передачи движения) к последнему звену или наоборот, от последнего звена к первому.
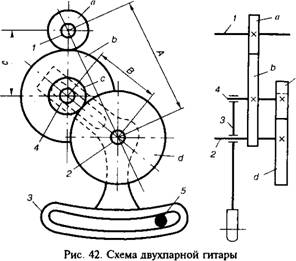
У некоторых металлообрабатывающих станков для наладки кинематических цепей применяют устройства, называемые «гитары». В основном металлорежущих станках встречаются двухпарные гитары, лишь в редких случаях, когда необходимы особенно малые передаточные отношения или требуется особенно высокая точность подбора этих отношений, используют трехпарную гитару.
На рис. 42 показана схема двухпарной гитары. Расстояние А между ведущим 1 (колеса а) и ведомым 2 (колеса Ь) валами неизменно. На ведомом валу свободно посажен «приклон» 3 гитары. В приклоне имеются радиальный и дуговой пазы. В радиальном пазу закреплена ось 4 колес «Ь» и «с». Перемещая ось вдоль паза, можно менять расстояние В между колесами «с» и «d». Дуговой паз в приклоне позволяет изменять расстояние между колесами «а» и «Ъ» при повороте приклона на валу 2. В требуемом положении приклон закрепляют болтом 5. Чтобы подобранные зубчатые колеса могли переместиться на гитаре и не упирались во втулки валиков зубчатых колес, необходимо соблюдать следующие условия зацепляемости: а = Ъ> с + 15. 20 мм; с+*/>/>+ 15. 22 мм. Необходимо также, чтобы 0,2
Технологическое оборудование машиностроительных производств
КИПиА позволяют следить за тем, что оборудование работает исправно
Контрольно-измерительные приборы необходимы, чтобы измерять ту или иную физическую величину.
СТАНКИ СВЕРЛ ИЛ ЬНО-РАСТОЧНОЙ ГРУППЫ С ЧПУ
Производим и продаем электроприводы ЭТУ, ЭПУ для двигателей постоянного тока, тел./email +38 050 4571330 / rashid@msd.com.ua Назначение, классификация и конструктивные особенности сверлильных и расточных станков с ЧПУ. Эти станки предназначены …
Повышение эффективности производства
Производим и продаем электроприводы ЭТУ, ЭПУ для двигателей постоянного тока, тел./email +38 050 4571330 / rashid@msd.com.ua Развитие производства во многом определяется техническим прогрессом машиностроения. Увеличение выпуска продукции машиностроения осуществляется за …
Продажа шагающий экскаватор 20/90
Цена договорная
Используются в горнодобывающей промышленности при добыче полезных ископаемых (уголь, сланцы, руды черных и
цветных металлов, золото, сырье для химической промышленности, огнеупоров и др.) открытым способом. Их назначение – вскрышные работы с укладкой породы в выработанное пространство или на борт карьера. Экскаваторы способны
перемещать горную массу на большие расстояния. При разработке пород повышенной прочности требуется частичное или
сплошное рыхление взрыванием.
Вместимость ковша, м3 20
Длина стрелы, м 90
Угол наклона стрелы, град 32
Концевая нагрузка (max.) тс 63
Продолжительность рабочего цикла (грунт первой категории), с 60
Высота выгрузки, м 38,5
Глубина копания, м 42,5
Радиус выгрузки, м 83
Просвет под задней частью платформы, м 1,61
Диаметр опорной базы, м 14,5
Удельное давление на грунт при работе и передвижении, МПа 0,105/0,24
Размеры башмака (длина и ширина), м 13 х 2,5
Рабочая масса, т 1690
Мощность механизма подъема, кВт 2х1120
Мощность механизма поворота, кВт 4х250
Мощность механизма тяги, кВт 2х1120
Мощность механизма хода, кВт 2х400
Мощность сетевого двигателя, кВ 2х1600
Напряжение питающей сети, кВ 6
Более детальную информацию можете получить по телефону (063)0416788
http://asv0825.ru/metallorezhuschie_stanki/35.html
http://msd.com.ua/texnologicheskoe-oborudovanie-mashinostroitelnyx-proiz-vodstv/obshhaya-metodika-naladki-metalloobrabatyvayushhix-stankov/