Полиэфирные смолы
Исходными материалами для получения полиэфирных смол являются следующие вещества: из спиртов — гликоли (моноэтиленгликоль, диэтиленгликоль, триэтиленгликоль, пропиленгликоль, бутиленгликоль), глицерин, пентаэритрит, ксилит; из кислот — ортофталевая, применяемая в виде ангидрида, адипиновая, себациновая, терефталевая, малеиновый ангидрид, а также акриловая, метакриловая. В качестве модифицирующих веществ для полиэфирных смол применяются растительные масла, жирные, смоляные кислоты и др.
Полиэфирные смолы изготавливаются немодифицированные и модифицированные. Разновидностью полиэфирных смол являются глифталевые смолы.
Глифталевые смолы (немодифицированные)
Глифталевые смолы представляют собой продукты конденсации глицерина с фталевым ангидридом.
Процесс образования смолы протекает по схеме, изображенной на рис. 1.

Рис. 1.
При получении глифталевых смол в начале процесса образуются кислые моноэфиры глицерина, при этом кислотность смеси сильно снижается. Затем образуются диэфиры глицерина. Кислые эфиры глицерина реагируют далее и образуют смесь полимеров с различными молекулярными массами. Процесс образования смолы сопровождается уменьшением кислотного числа и числа гидроксильных групп продукта реакции, повышением температуры размягчения, увеличением скорости полимеризации и уменьшением растворимости. Глифталевые смолы готовят в соотношении: глицерин — 29,2%, фталевый ангидрид — 70,8%.
Эта рецептура соответствует молярным соотношениям между глицерином и фталевым ангидридом 2:3, то есть число гидроксильных групп глицерина равно числу карбоксильных групп кислоты. Однако в процессе варки не наступает полной нейтрализации, то есть получения нейтральных эфиров (кислотное число 40 мг/КОН), так как есть опасность перехода смолы из жидкой и текучей в нерастворимый трехмерный полимер. Поэтому процесс заканчивают значительно раньше в зависимости от назначения смолы. Процесс варки глифталевых смол контролируют чаще всего по скорости полимеризации (на электрической плитке при 250 °С). Скорость полимеризации смолы должна быть установлена для каждой партии смолы.
Для изготовления смолы применяют котлы небольшой емкости из алюминия или нержавеющей стали. Технологический процесс изготовления смолы № ГФ-1350 состоит в следующем: в котел загружают глицерин, который нагревают до 120 °С. Затем вводят фталевый ангидрид и расплавляют при перемешивании. По расплавлении фталевого ангидрида массу в котле нагревают до 190–200 °С и выдерживают при этой температуре до получения готовой смолы, которую сливают в противни через нижний спускной кран. По охлаждении смолу размалывают в тонкий порошок на дробилке.
Готовая глифталевая смола по внешнему виду представляет собой твердую хрупкую массу от желтого до темно-коричневого цвета, прозрачную в тонком слое (таблица 1).
Показатель
№ группы смолы
I
II
III
IV
по Кремер-Сарнову, °С
Растворимость в спирто-бензольной
смеси (1:1), % не менее
Смола должна быть твердой, в изломе зеркально гладкой, однородной по цвету и не должна содержать никаких посторонних примесей. Смола третьей группы может иметь губчатое строение.
Для получения лаков смолу растворяют в спиртотолуольной смеси (1:1). Глифталевые лаки готовят с различным содержанием смолы. Лаки обладают высокой клеящей способностью, довольно быстро высыхают на воздухе с образованием клейкой лаковой пленки, размягчающейся при нагревании. Пленка лака при нагревании медленно переходит в неплавкое и нерастворимое состояние. Глифталевые смолы и лаки применяют для формующихся и твердых слюдяных материалов и изделий.
Глифталевые смолы (модифицированные)
Кроме чистых (немодифицированных) глифталевых смол широко применяются также смолы, модифицированные растительными маслами или жирными и смоляными кислотами.
Модифицированные глифталевые смолы представляют собой продукты реакции конденсации глицерина, фталевого ангидрида и растительных масел или жирных кислот.
Процесс образования модифицированных глифталевых смол изображен на рис. 2 (R — радикал жирной кислоты).

Рис. 2.
В этом случае начальная стадия смолообразования проходит через моноглицерид с образованием кислого эфира, который, имея свободными одну гидроксильную и одну карбоксильную группы, может вступать в дальнейшую конденсацию как с подобными соединениями, так и с молекулами глицерина и фталевого ангидрида, в результате чего получаются продукты преимущественно линейного строения с высокой эластичностью и малой кислотностью. При дальнейшем нагревании эти смолы могут переходить в пространственный трехмерный полимер за счет двойных связей непредельных жирных кислот. Введение жирных кислот при изготовлении модифицированных глифталевых смол улучшает их свойства: увеличивается влаго-, водостойкость и термоэластичность, уменьшается кислотность, улучшаются электрические свойства. Кроме того, увеличение жирности композиции приводит к удлинению процесса смолообразования и уменьшению скорости полимеризации, снижению твердости лаковых пленок и повышению растворимости в нефтяных углеводородах.
В промышленности модифицированные глифталевые смолы получают следующими способами:
- расщеплением растительных масел в чистом виде с последующей их переэтерификацией методом алкоголиза;
- с применением свободных жирных кислот;
- с применением касторового масла.
Первый способ более сложен и требует особо тщательного контроля. При втором способе процесс идет более просто, легче поддается контролю и качество смол получается более высоким. В производстве электроизоляционных лаков применяются оба способа.
Синтез модифицированных глифталевых смол способом алкоголиза (вытеснение спиртового остатка сложного эфира другим спиртом) заключается в том, что растительное масло подвергается предварительной переэтерификации с глицерином, которая производится обычно в присутствии катализатора — свинцового глета (РbО) в количестве 0,05–0,1%.
Схема реакции переэтерификации представлена на рис. 3.
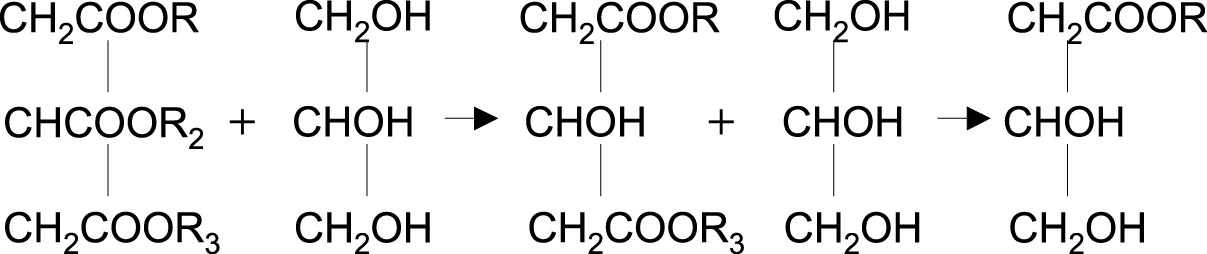
Рис. 3.
При взаимодействии растительного масла и глицерина образуются смеси неполных эфиров моно- и диглицеридов. Алкоголиз проходит при 220–240 °С, а иногда и выше. Это первая стадия процесса. При избытке глицерина получаются моноглицериды. Об окончании процесса переэтерификации судят по растворимости пробы смеси в этиловом спирте (1:1).
На второй стадии процесса происходит реакция взаимодействия этерифицированных моно- и диглицеридов c фталевым ангидридом при температуре 240–250 °С и выше. Реакция протекает с выделением воды и образованием смешанных глицериновых эфиров фталевой и жирной кислот глифталевой смолы.
При применении свободных жирных кислот реакция взаимодействия между глицерином, фталевым ангидридом и жирными кислотами происходит одновременно при 180 °С. Процесс сопровождается сильным вспениванием вследствие выделения воды. Температура повышается до 250 °С, и масса выдерживается в котле до получения смолы с требуемыми свойствами: вязкостью, кислотным числом и скоростью полимеризации.
По окончании процесса жидкую смолу переводят в смеситель. После охлаждения масса растворяется в соответствующих растворителях.
В некоторые рецептуры глифталевых лаков вводятся в качестве модифицирующих добавок смоляные кислоты (канифоль).
Широкое применение имеют глифталевые модифицированные смолы на основе рицинолевой кислоты (касторового масла), глицерина и фталевого ангидрида. Касторовое масло благодаря наличию оксикислоты (рицинолевой кислоты) легко этерифицируется фталевым ангидридом согласно схеме, изображенной на рис. 4.

Рис. 4.
Процесс образования глифталевых смол, модифицированных касторовым маслом, сопровождается процессом дегидратации касторового масла, которая протекает при 260–270 °С в присутствии катализатора — фталевого ангидрида. В этом случае рекомендуется применять рафинированное касторовое масло или его дистиллированные кислоты. Температурный режим процесса в зависимости от условий и назначения смол может быть в пределах 200–260 °С. При 200–220 °С получают невысыхающие смолы, а при 260–270 °С — высыхающие.
Для модификации глифталей применяют также синтетические оксикарбоновые кислоты, получаемые окислением парафина и других нефтяных фракций. В этих случаях гидроксильные группы оксикислот заменяют глицерин.
При синтезе глифталевых смол выделяется большое количество реакционной воды и при высоких температурах получаются большие потери фталевого ангидрида. Схема установки для синтеза глифталевых (полиэфирных) смол изображена на рис. 5.

Рис. 5.
Введение синтетических жирных кислот или насыщенных жирных кислот (например, стеариновой) повышает теплостойкость лаковых пленок, однако замедляет скорость их высыхания. Это в значительной мере устраняется путем введения в состав лаковой основы меламиноформальдегидной смолы в виде раствора в бутаноле. Увеличение жирности композиции влечет за собой изменение растворимости в тех или иных растворителях. Так, например, смолы немодифицированные или тощие смолы, модифицированные жирными кислотами, растворимы в спиртотолуольной смеси. Жирные смолы, модифицированные растительными маслами, растворимы в смеси нефтяных и ароматических углеводородов.
Пентафталевые смолы
Пентафталевые смолы являются продуктами реакции конденсации пентаэритрита и фталевого ангидрида. Широкое применение в промышленности нашли пентафталевые смолы, модифицированные маслами.
Процесс изготовления пентафталевых смол аналогичен процессу изготовления глифталевых. Растительное масло подвергается процессу переэтерификации с пентаэритритом при 220–230 °С до получения растворимого в спирте продукта, затем производится этерификация этого продукта с фталевым ангидридом при 240–255 °С.
Процесс реакции контролируется по вязкости раствора смолы в скипидаре. Затем готовая основа разбавляется растворителем. Процесс смолообразования при применении пентаэритрита благодаря его большой реакционной способности (при наличии четырех гидроксильных групп) происходит значительно быстрее. По этой причине получение пентафталевых смол с малой жирностью очень затруднительно.
Пентафталевые лаки по сравнению с глифталевыми той же жирности обладают рядом преимуществ: повышенной скоростью сушки, дают более твердую пленку с большей влагостойкостью и блеском, имеют более длительный срок службы и обладают хорошими электроизоляционными свойствами. Объясняется это строением пентафталевых смол, которые имеют более жесткую пространственную структуру по сравнению с глифталями.
Полиэтилентерефталатные смолы
Полиэтилентерефталатные смолы получаются в результате реакции конденсации терефталевой (парафталевой) кислоты и этиленгликоля.
Процесс образования смолы протекает по схеме, изображенной на рис. 6.

Рис. 6.
Особенностью этого процесса является то, что терефталевая кислота не плавится и не растворяется в этиленгликоле, и реакция проходит в гетерогенной среде. Поэтому для ускорения процесса реакции и избежания перегрева массы необходимо энергичное перемешивание и постепенное введение терефталевой кислоты в реакцию.
В реактор загружают этиленгликоль и часть терефталевой кислоты, которые нагревают до 200–210 °С при энергичном перемешивании. Затем постепенно добавляют остальное количество кислоты.
Дальше конденсацию ведут при 200–250 °С при систематическом контроле кислотного числа смолы. Синтез смол проводится в аппаратах, аналогичных применяемым для получения глифталевых смол.
Промышленный способ получения полиэтилентерефталатной смолы заключается в переэтерификации диметилового эфира терефталевой кислоты этиленгликолем с последующей конденсацией получающихся при переэтерификации низкомолекулярных эфиров по схеме, изображенной на рис. 7.

Рис. 7.
Полученные полиэтилентерефталатные смолы имеют линейное строение, обладают высокой степенью кристалличности и высокой температурой плавления (220–240 °С).
Эти смолы широко применяются для изготовления искусственных волокон и пленок: лавсан (экс-СССР), терилен (Англия), хостафан (Германия). Пленки и волокна из этой смолы обладают высокой механической прочностью, эластичностью и стойкостью к растворителям. Электрические свойства пленок из лавсана высоки, а по теплостойкости относятся к классу изоляции «Е».
Однако благодаря своим термопластичным свойствам полиэтилентерефталат не может использоваться без дополнительной обработки для изготовления лаков, применяющихся для эмалирования проводов, склеивания слюды, пропитки обмоток электрических машин и т. п.
Для изготовления лаков необходимо получить полиэтилентерефталатную смолу с боковыми разветвленными группами, дающими трехмерный пространственный полимер. С этой целью наряду с гликолями применяют и многоатомные спирты (глицерин). Дополнительную конденсацию смолы ведут или прогревом смолы под вакуумом или в среде растворителя, например, трикрезола. В этом случае получают лак 45-процентной концентрации в растворителе (трикрезоле), применяющийся для эмалирования проволоки.
Полиэфирные смолы непредельные (ненасыщенные)
Непредельные полиэфирные смолы представляют собой продукты реакции конденсации гликолей или других веществ, имеющих гидроксильные группы (например, касторового масла) с ненасыщенными двухосновными кислотами или их ангидридами.
Процесс идет по изображенной на рис. 8 схеме.

Рис. 8.
Для уменьшения реактивности и увеличения эластичности вводят двухосновные кислоты: фталевую, себациновую, адипиновую и др. Ненасыщенные полиэфиры модифицируют небольшим количеством одноосновных кислот или одноатомных высокомолекулярных спиртов, при этом получают меньшую вязкость композиции.
Ненасыщенные полиэфирные смолы выпускаются под различными названиями и номерами, но общим их свойством является большая реактивность, то есть способность вступать в реакцию соединения с мономерными ненасыщенными соединениями, которые в одно и то же время являются растворителями этих смол.
Обычно ненасыщенный полиэфир растворяют в стироле, который в присутствии инициатора реакции — перекиси бензоила (или других) — превращается в твердый полимер без выделения побочных продуктов реакции. Вследствие этого изготовление различных изделий на основе этой непредельной полиэфирной смолы не требует применения высоких давлений (как у прессматериалов и пластмасс). Поэтому полиэфирные ненасыщенные смолы называют «контактными» или смолами «низкого давления».
Отвержденные полиэфирные смолы обладают ценными свойствами. В зависимости от химической природы компонентов, входящих в состав смол, а также соотношений между ними получаемые полимеры обладают различными свойствами по эластичности, твердости, механической и электрической прочности, теплостойкости и т. п.
Полиэфирные ненасыщенные смолы в композиции со стиролом и инициатором склонны к преждевременному повышению вязкости и полимеризации. В целях предотвращения этого явления в их композицию при изготовлении вводят специальные ингибиторы: гидрохинон, хингидрон и др. Ингибирующее действие на реакцию полимеризации ненасыщенных полиэфирных смол оказывают медь, сера и кислород воздуха. Особенно эти явления наблюдаются при контакте данных композиций с неизолированной медью в процессе пропитки обмоток или при сушке тонких лаковых покрытий (контакт с кислородом воздуха).
Из ингибиторов применяются в основном гидрохинон и хингидрон.
При реакции сополимеризации композиции ненасыщенных полиэфиров с непредельными мономерными соединениями в присутствии инициаторов выделяется большое количество тепла, поэтому реакция является экзотермической. После достижения максимальной температуры, называемой экзотермическим пиком, происходит падение температуры.
Ингибитор должен, с одной стороны, препятствовать преждевременному загустеванию состава при нормальной температуре, но не тормозить реакцию полимеризации при повышенной температуре, когда это необходимо по условиям производства.
Для отверждения полиэфирных смол при нормальной температуре (15–20 °С) вводятся инициатор и ускоритель (активатор). В качестве инициатора применяют гидроперекиси, например гидроперекись изопропилбензола, а также перекиси диацилов, например перекись бензоила. Наиболее эффективными ускорителями, применяемыми в сочетании с перекисью бензоила, являются третичные амины: диметиланилин и диэтиланилин. Композиция образуется по схеме:
полиэфирная смола + стирол + перекись бензоила + диметиланилин.
С гидроперекисями и перекисями кетонов применяются кобальтовые соли нафтеновых кислот (нафтенат кобальта), «ускоритель НК» (раствор нафтената кобальта в стироле). Для каждого типа инициаторов применяется определенный ускоритель. Наибольшее практическое применение в электрической изоляции имеет композиция перекись бензоила — диметиланилин.
Инициатор и ускоритель обычно вводятся в композицию непосредственно перед употреблением, так как компаунд сохраняет свою текучесть весьма ограниченное время.
Во избежание загорания и взрыва категорически запрещается совместное смешивание инициатора и ускорителя. Рекомендуется отверждающие добавки вводить поочередно: сначала инициатор, затем после тщательного смешивания со смолой добавляется ускоритель. Время полимеризации составов зависит от состава смолы, количества отверждающих добавок, характера инициирующей системы и температуры. Полное отверждение составов при обычной температуре обычно достигается не ранее чем за 10 суток. При повышенных температурах скорость отверждения увеличивается.
Технологический процесс
Процесс изготовления непредельных полиэфирных смол происходит в реакторе из нержавеющей стали или эмалированном, снабженном барботером для ввода инертного газа (азота или СО2) с обратным холодильником и прибором для измерения температуры.
Процесс конденсации непредельных полиэфиров во избежание их желатинизации производится в атмосфере инертного газа (азота или углекислоты) или в присутствии ингибиторов: ароматических полиоксисоединений или аминов. Конденсация производится также и в среде растворителей с последующей их отгонкой в вакууме.
Ниже приводится технологический процесс изготовления полиэфира № 1.
В тщательно промытый реактор загружаются касторовое масло, малеиновый и фталевый ангидрид.
Реакционная смесь нагревается до 110–120 °С, включаются мешалка и поток азота. Затем температура смеси повышается до 190 °С, и процесс конденсации ведется при 130–140 °С до достижения кислотного числа 75–80 мг/КОН. Затем вводится 2/3 количества этиленгликоля. Температура реакционной смеси поддерживается в пределах 130–140 °С, и после достижения кислотного числа 40–45 мг/КОН добавляется остаток этиленгликоля. Конденсация продолжается при 130–140 °С до получения кислотного числа не более 20 мг/КОН. После этого обогрев выключают, смола охлаждается до 100–110 °С, одновременно продувается азотом и выгружается. Готовая смола хранится в холодном месте. Гарантийный срок хранения 3–4 мес.
В таблице 2 приведены свойства полиэфирных смол, применяемых в электропромышленности.
Курсовая работа «Производство Глифталевых Смол в Реакторе»

Пермский Государственный Технический Университет
КУРСОВАЯ РАБОТА
Производство Глифталевых Смол в Реакторе.
Выполнил: ст. гр. АТП-
ОГЛАВЛЕНИЕ.
Описание технологического процесса …………………….. 7
Обоснование выбора конструктивного материала
Материальный баланс ……………………………………… 23 Тепловой баланс …………………………………………. 25
Определение поверхности теплообмена
и размеров змеевика ……………………………………. 29
Технологический расчет аппарата ………………………… 33
Расчет основных размеров аппарата ……………………… 37
Технологическая схема …………………………………….. А1
Графическая часть ………………………………………. А1
Документ является демонстрационной версией
Узнать примерную цену полной версии (нажмите кнопку Ctrl и щелкните ссылку)
Узнать свою цену. Приложите этот файл (нажмите кнопку Ctrl и щелкните ссылку)
www. ***** (нажмите кнопку Ctrl и щелкните ссылку)

Введение.
Реакционными аппаратами называются закрытые сосуды, предназначенные для проведения различных физико-химических процессов. Реактор-аппарат, в котором протекает основной процесс химической технологии; он должен работать эффективно, т. е. Обеспечивать определенную глубину и избирательность химического превращения веществ. Реактор должен удовлетворять следующим требованиям: иметь необходимый реакционный объем; обеспечивать заданную производительность и гидродинамический режим движения реагирующих веществ, создать требуемую поверхность контакта фаз, поддерживать необходимый теплообмен, уровень активности катализатора и т. д.
Конструкцию реакционного аппарата определяют ряд факторов:
Температура, давление, требуемая интенсивность теплообмена, консистенция обрабатываемых материалов, агрегатное состояние материалов, наличие или отсутствие катализаторов, заданная производительность аппарата, химический характер перерабатываемых материалов и другие специфические условия производства.
Наряду с реакционными аппаратами в химических производствах имеется большое количество вспомогательных аппаратов, выполняющих роль хранилищ, смесителей, растворителей и д. р. Все они являются емкостными, находятся в единой технологической схеме с основными аппаратами и играют большую роль в производстве.
Заключение.
Вывод и предложения.
Мы убедились, что технологический процесс изготовления смол весьма трудоемкий, а также очень продолжительный. В нашем процессе нам необходимо следить за дозировкой каждого компонента и придерживаться технологического регламента. Так как процесс производства смолы проходит в реакторе особое значение имеет температура и время. Не допускается чрезмерный быстрый нагрев, т. к. это приведет к вскипанию массы, что отрицательно скажется на конечном продукте. Для того, чтобы экономить время и компоненты ( соответственно и деньги ) можно предложить следующее:
1.Разработать и внедрить регулятор, который бы следил за ходом процесса изменял при определенных условиях температуру в реакторе, а также установить инжекторную систему подачи компонентов непосредственно в реактор. Управление осуществлять с панели оператора или PC (виды управлений: ручное, автоматическое, супервизорное. ) Хотя это очень дорого, но осуществление такого внедрения сэкономило бы время, компоненты, уменьшило нагрузку на людей, управляющих этим процессом. В дальнейшем, такой регулятор окупил бы все затраченные на него деньги.
2. Для контроля за процессом установить датчики (Т, Р,Q,) и подключить их к PC, т. о. можно было бы своевременно следить и определять в какой стадии находится процесс, также определять неисправность оборудования.
1. Технологический регламент: «Производство глифталевых смол» Завод Урал.
2. «Руководство по проектированию систем автоматического управления»
3. «Автоматическое регулирование и регуляторы в промышленности строительных материалов»
4. «Процессы и аппараты химической технологии 1»
5. «Процессы и аппараты химической технологии 2»
6. «Курсовое проектирование по предмету: Процессы и аппараты химической промышленности»
7. Методическое указание по выполнению курсового проекта для студентов вечернего отделения.
Смолы полиэфирные ненасыщенные, технические условия с поправкой
Глифталевые смолы (немодифицированные)
Глифталевые смолы представляют собой продукты конденсации глицерина с фталевым ангидридом.
Процесс образования смолы протекает по схеме, изображенной на рис. 1.
При получении глифталевых смол в начале процесса образуются кислые моноэфиры глицерина, при этом кислотность смеси сильно снижается. Затем образуются диэфиры глицерина. Кислые эфиры глицерина реагируют далее и образуют смесь полимеров с различными молекулярными массами. Процесс образования смолы сопровождается уменьшением кислотного числа и числа гидроксильных групп продукта реакции, повышением температуры размягчения, увеличением скорости полимеризации и уменьшением растворимости. Глифталевые смолы готовят в соотношении: глицерин — 29,2%, фталевый ангидрид — 70,8%.
Эта рецептура соответствует молярным соотношениям между глицерином и фталевым ангидридом 2:3, то есть число гидроксильных групп глицерина равно числу карбоксильных групп кислоты. Однако в процессе варки не наступает полной нейтрализации, то есть получения нейтральных эфиров (кислотное число 40 мг/КОН), так как есть опасность перехода смолы из жидкой и текучей в нерастворимый трехмерный полимер. Поэтому процесс заканчивают значительно раньше в зависимости от назначения смолы. Процесс варки глифталевых смол контролируют чаще всего по скорости полимеризации (на электрической плитке при 250 °С). Скорость полимеризации смолы должна быть установлена для каждой партии смолы.
Для изготовления смолы применяют котлы небольшой емкости из алюминия или нержавеющей стали. Технологический процесс изготовления смолы № ГФ-1350 состоит в следующем: в котел загружают глицерин, который нагревают до 120 °С. Затем вводят фталевый ангидрид и расплавляют при перемешивании. По расплавлении фталевого ангидрида массу в котле нагревают до 190–200 °С и выдерживают при этой температуре до получения готовой смолы, которую сливают в противни через нижний спускной кран. По охлаждении смолу размалывают в тонкий порошок на дробилке.
Готовая глифталевая смола по внешнему виду представляет собой твердую хрупкую массу от желтого до темно-коричневого цвета, прозрачную в тонком слое (таблица 1).
| Показатель | № группы смолы | |||
| I | II | III | IV | |
| Температура размягчения по Кремер-Сарнову, °С | 80–85 | 86-94 | 95-103 | 104 и выше |
| Кислотное число, мг/КОН, не более | 135 | 132 | 125 | Не определяется |
| Растворимость в спирто-бензольной смеси (1:1), % не менее | 97 | 94 | 80 | 40 |
Смола должна быть твердой, в изломе зеркально гладкой, однородной по цвету и не должна содержать никаких посторонних примесей. Смола третьей группы может иметь губчатое строение.
Для получения лаков смолу растворяют в спиртотолуольной смеси (1:1). Глифталевые лаки готовят с различным содержанием смолы. Лаки обладают высокой клеящей способностью, довольно быстро высыхают на воздухе с образованием клейкой лаковой пленки, размягчающейся при нагревании. Пленка лака при нагревании медленно переходит в неплавкое и нерастворимое состояние. Глифталевые смолы и лаки применяют для формующихся и твердых слюдяных материалов и изделий.
Области применения
Благодаря своей дешевизне полиэфирная смола активно применяется как в промышленности, так и в быту.
В сфере строительства ее используют при изготовлении составов для герметизации швов и стыков в отделке, при производстве подоконников, легких элементов кровли и карнизов. Прозрачная полиэфирная смола для литья отлично подходит для производства светопрозрачных конструкций: навесов, козырьков. Из нее же делают прозрачные двери душевых кабин, перегородки для ванной.
Прозрачность – это также то, за что ее выбирают при производстве составов для создания наливных полов и подиумов.
Как связующее и стабилизирующее вещество полиэфирку добавляют в различные пропитки и применяют при изготовлении строительных волокнистых и стружечных материалов на основе древесины и асбестоцемента.
Также в строительстве и дизайне интерьеров и экстерьеров полиэфирку используют в качестве основы при изготовлении материалов отделки и столешниц из искусственного камня. Форму заполняют различными наполнителями в виде крошки (минеральной, мраморной, металлической, резиновой, гранитной, цементной, гипсовой) и пустоты заливают смолой с красителями (может добавляться жидкое стекло). Далее производится сушка изделия в сушильном шкафу. Так как полиэфирная смола не отличается высокими характеристиками прочности, то в качестве подложки под изделие кладут стекломат покрытый специальным связующим веществом – он скрепляет все изделие.
К сожалению, влагостойкость и механические характеристики полиэфирной смолы на недостаточном уровне, поэтому ее применение в индустрии сантехники и кораблестроении ограничено. Если изготавливать с ее участием изделия, которые постоянно контактируют с водой, а также испытывают значительные нагрузки, в том числе на излом, подвергаются деформации, то их срок эксплуатации будет непродолжительным. Например, ванны, унитазы, поддоны, бассейны, корпуса лодок и более крупные судна будут подвержены риску образования осмоса (пузырения) на поверхности (на внешнем декоративном покрытии гелькоута) из-за свойства полиэфирки фильтровать через себя молекулы воды – то есть она может пропускать влагу к ламинату стеклопластикового изделия и тем самым способствовать его разрушению. Поэтому эту смолу чаще всего применяют для изготовления отдельных деталей автомобилей, снегоходов, квадроциклов, мотоциклов, самолетов и другой техники.
В машиностроении, в частности автомобилестроении и кузовном ремонте она активно применяется при изготовлении бамперов, спойлеров, обвесов и других элементов кузова, которые не подвергаются механическим воздействиям и не выполняют несущую функцию.
Несмотря на все свои недостатки по части прочности и влагостойкости полиэфирная смола замечательно выполняет свои функции как литой изолятор в сферах электроники, электротехники и радиотехники. В осветительных приборах, на микросхемах и в радиодеталях полифирку можно обнаружить в виде пятен компаунда.
Кроме того она прекрасно выполняет функцию полимеризующегося отверждающего компонента в лаках, красках, клеях, мастиках, замазках, герметиках, грунтовках и шпатлевках.
Так как полиэфирная смола не вступает в реакцию с химикатами, в химической промышленности ей нашли применение при изготовлении труб для перегонки химических веществ в т. ч. нефти и нефтепродуктов.
Кроме всего прочего она стала привычным компонентом в составе пластиков: сотопластов, пластмасс.
Удачным применением для полиэфирной смолы является сферы искусства, бижутерии, галантереи. С помощью нее создается множество разнообразных дешевых и легких декоративных изделий, украшений и полезных предметов быта типа туалетных принадлежностей.
Ну и наконец, полиэфирка служит дешевым связующим в стекломатах, скрепляя мелкие короткие отрезки стекловолокна, превращая их в нетканое полотно.
Изготовление смол
Полиэфиры — продукты нефтехимии, которые берут свое начало в ходе перегонки нефти. Производство начинается именно с нефтепереработки, в итоге выделяются такие компоненты: бензол, этилен, пропилен. Далее эти вещества подвергаются различным химическим реакциям для изготовления гликолей, многоосновных кислот, антигидридов. Ингредиенты соединяют и уваривают вместе, в результате получается базовая смола.
Получение готовой полиэфирки включает разведение базовой смолы растворителем — стиролом. Это вещество имеет высокую токсичность, в готовом продукте способен составлять до ½.
Указанный этап производства может быть конечным, и продукт поступает на реализацию. Но чаще всего схема переходит на второй этап, где в состав вводится ряд добавок в зависимости от назначения материала. Дополнительные компоненты обеспечат нужные свойства. Это могут быть пластификаторы, связующие добавки, пигменты (колеры) и т. д.
С момента окончания производства срок годности смеси ограничен. Дело в том, что после окончательной укомплектации начинается постепенная полимеризация материала или отверждение. Чем дольше хранится средство, тем хуже его качество. Для замедления полимеризации используют хранение в холодильниках.
Перед непосредственным нанесением смолы ее надо в определенных пропорциях разбавлять отвердителем, смешивать с активатором, катализатором, которые обеспечат нужную химическую реакцию с выделением тепла, поэтому масса обретет нужные характеристики — плотность, прочность, влагостойкость.
Производители выпускают однокомпонентные средства — к ним надо дополнительно покупать отвердители, двухкомпонентные материалы. Последние включают два флакона — смолу и отвердитель.
Эпоксидная смола
Продукт синтетического происхождения, который состоит из двух компонентов – отвердителя и смолы основы. Применяется для реставрации различных повреждений на дереве, металле, пластике, коже, стекле и прочих пористых поверхностях. В последние годы часто используется в декоре мебели, изготовлении различных глянцевых поверхностей, украшений, гидроизоляции внешних и внутренних стен и полов. Помимо этого, двухкомпонентный эпоксидный клей в соединении со стеклом и последующей шлифовки идет на эко декор кораблей.


Это жидкая масса различных оттенков, но чаще всего в продаже – жидкость янтарного цвета, напоминающая по консистенции мед, в комплекте с отвердителем. В процессе смешивания компонентов в различных пропорциях получаются прочные, жесткие, мягкие или напоминающие резину изделия. Они устойчивы к взаимодействию с кислотами, щелочами, реагентами, но частично растворимы в ацетоне. Не выделяют вредных и токсичных соединений при использовании готового предмета, имеют небольшой процент усадки.

Полное отвердевание изделий из эпоксидки происходит от 12 часов до суток. В промышленных масштабах порой применяют высокие температуры для изготовления прочных предметов, подвергающихся экстремальным нагрузкам (столешницы, стулья, табуреты, полки) и обладающих непохожими характеристиками с исходным материалом.
В домашних условиях до начала применения эпоксидной смолы необходимо внимательно прочитать инструкцию, подготовить необходимые емкости, желательно с крышкой. Учитывая, что процесс полимеризации проходит длительное время, необходимо прикрывать предмет от пыли и загрязнений.
Существует несколько особенностей при смешивании компонентов эпоксидной смолы. Важными навыками в работе являются:
- отвердитель вводится в смолу медленно, в точно отмеренном соотношении необходимом для выбранной работы;
- компоненты тщательно перемешиваются в емкости до однородности состава;
- смешивание должно быть плавным, без резких движений, чтобы избежать образования пузырьков (матовая смола);
- выждать время, указанное в инструкции и только после этого проводить необходимые операции (склеивание, формование, заливку);
- не перемещать предмет до полного застывания смолы, чтобы избежать деформации.
Полностью готовый предмет из эпоксидной смолы или склеенный шов будет прочным, прозрачным и по виду напоминать оргстекло/пластик, твердый на ощупь.

Отличия полиэфирной и эпоксидной смол
Полиэфирка и эпоксидка сочетают достоинства и недостатки, поэтому их применяют в зависимости от потребностей. Материалы серьезно различаются по ряду показателей.
Полимеризация
Эпоксидные смолы полимеризуются более длительно, чем полиэфирные. Утрачивают вязкость при повышении температуры, поэтому могут возникать неприятности при работе на вертикальных основаниях. Полиэфирные смолы вязкости не теряют: с ними может работать человек даже без специальной подготовки.

Термопоказатели
Слишком высокие температуры быстро приводят эпоксидку в негодность, материал закипает. Полиэфирные смолы лучше выдерживают нагревание, не кипят.
Эксплуатационные качества
Оба вида материала характеризуются прочностью готового покрытия, имеют хорошую адгезию. Усадка эпоксидки намного ниже, материал служит дольше, поэтому используется для изготовления износостойких деталей. Для работы требуются определенные навыки. Полиэфирная смола используется там, где не требуется сверхвысокая износостойкость, материал достаточно долговечен, получаются качественные стеклопластиковые изделия.
Взаимодействие между собой
Не рекомендуется наносить полиэфирку на эпоксидку — материал быстро отслоится. Виной этому служат эфиры, парафины, которые есть в составе полиэфирной смолы. Эпоксидка на зашкуренную полиэфирку ляжет отлично и будет долго служить.
Токсичность и запах
Эпоксидные смолы не имеют резкого запаха, не токсичны. Полиэфирка имеет более неприятный запах, но токсичность тоже отсутствует. Работать с обоими видами материалов надо в перчатках.
Сравнивать разные виды смол сложно, ведь каждый имеет свое предназначение. В целом можно сделать такой вывод: эпоксидка намного прочнее, долговечнее, зато дороже, полиэфирка менее крепка на износ, но дешева и отлично подойдет для изделий, не подверженных высоким нагрузкам.
Виды смол
Считается, что смола ЭД – это самый массовый и доступный в России эпоксидный материал. Да, есть эпоксидные составы гораздо лучшей прозрачностью, бесцветностью, чем отечественные смолы линейки ЭД: ЭД-16, ЭД-20, ЭД-22. Но по остальным параметра смолы Resin Art, Magic Crystal-3D, Epoxy CR 100, Aquaglass Citrus, Diamant ни в чем не превосходят отечественные аналоги. Разве что если их применение не связано со специализацией в том или ином виде использования.
- Resin Art – в рисовании и при создании каких-то оформительских эффектов;
- Magic Crystal-3D для создания скульптур малых форм;
- Epoxy CR 100 для больших отливок (мебель, предметы обихода) и площадных заливок небольшими слоями;
- Aquaglass Citrus для обширных покрытий;
- Diamant для ювелирных отливок.
Налицо специализация, и, не имея в шаговой доступности строительных гипермаркетов, раздобыть такие смолы – задача часто невыполнимая. Все виды ЭД, особенно самая массовая из них ЭД-20, всегда под рукой, а нужные эксплуатационные характеристики ей можно придать, используя нагрев, введение растворителей или другого, в отличие от рекомендованного или приданного в комплекте, типа отвердителя.
В итоге получается полимеризованный материал с высокой плотностью и прочностью, стойкостью к механическим воздействиям, термостойкостью, высокими диэлектрическими характеристиками, малым весом и исключительной адгезией, то есть способностью пропитывать склеиваемые или заливаемые поверхности и связываться с ними.
Нюансы выбора
Смолы полиэфирные поставляются в «запущенной» реакции полимеризации, то есть через определенное время переходят в твердое состояние. И если приобрести старую смолу, то она не будет обладать заявленными свойствами и характеристиками. Многие производители дают на свою продукцию гарантию свежести.
Срок годности полиэфирных смол составляет порядка шести месяцев. Если соблюдать правила хранения, к примеру, держать состав в холодильнике, при этом не замораживая, использовать смолу можно на протяжении года. Нельзя допускать попадания прямых солнечных лучей, а также температуры окружающей среды выше +20 градусов.
Эпоксидка — достоинства и недостатки
Материал эпоксидного типа имеет несколько синтетических компонентов в составе и обычно реализуется в форме двухсоставных средств. Отличается от иных наличием основной смеси и отвердителя — последний добавляют для застывания перед использованием.

В результате после отверждения получаются изделия или покрытия высокой прочности, обладающие стойкостью к действию агрессивных факторов. При попадании ацетона или ряда других растворителей покрытие портится.
Преимущества применения эпоксидных материалов:
- отсутствие токсических испарений после полного высыхания изделий (не выделяют фенол, безопасны для здоровья),
- незначительная усадка,
- защита поверхностей от влаги,
- стойкость к износу,
- легкость шлифования,
- возможность склеивать дерево, сталь, алюминий, прочие непористые основания,
- самые высокие показатели клеевого шва.
С эпоксидными смолами работают не более часа — дальше состав начинает отвердевать. Полное застывание происходит при -10…+200 градусах, используются холодный и горячий методы сушки. Различие в эффективности в зависимости от способа сушки есть: при горячем воздействии получаются сверхпрочные изделия для специальных производств.
Где чаще всего используется эпоксидка? Вот основные сферы:
- пропитка стеклоткани для авиационного производства,
- обработка корпусов судов,
- изготовление деталей в автомобилестроении, электронике,
- приготовление пластмассы и стеклопластика для строительства,
- гидроизоляция покрытий для пола и стен в помещениях с высокой влажностью,
- участие во внешней отделке стен,
- декор помещений,
- создание химически стойкого барьера в разных отраслях промышленности.

Недостатков у средства только два. Довольно высокая стоимость, особенно если выбирать между эпоксидкой или полиэфиркой. Период полимеризации зависит от типа отвердителя и может быть довольно неудобным. Использование высококачественных отвердителей вызовет значительное удорожание работ.
Производство

В итоге соединения и последующей специальной обработки получается субстанция под названием базовая смола.
Если ее развести токсичным стиролом в качестве растворителя, процесс завершится созданием нового продукта – полиэфира, который уже можно отправлять на продажу. Однако, не стоит торопиться.
Например, при добавлении различных растительных масел, таких как подсолнечное, соевое или рапсовое, можно получить состав, похожий на неорганическую смолу, но более долговечный и надежный, а если интересует вспененный полиуретан, нужно сырье в виде многоатомного спирта, содержащего более одной гидроксильной группы (полиола).
Жизненный цикл готовых смесей ограничен – смола достаточно быстро затвердевает. Приостановить процесс полимеризации можно за счет охлаждения продукта. Для этой цели можно использовать холодную воду или холодильную установку.
Свои уникальные свойства полиэфирная смола приобретает за счет воздействия тепловой энергии.
Источником ее является катализатор, выступающий в роли активатора необходимых химических процессов, или внешний источник. Последний способ менее популярен из-за его дороговизны.
Резюмируя написанное выше, акцентируем внимание на том, что в продаже присутствуют как однокомпонентные, так и двухкомпонентные виды полиэфирных смол. В первом случае, придется докупать отвердитель, в последнем уже есть все что нужно
Сфера использования
Полиэфирная смола активно используется в таких отраслях, как машиностроение, химическая индустрия, строительство. Особую прочность смоле придает ее сочетание со стекломатериалами в строительной сфере.
Комбинирование этих двух материалов позволяет использовать этот вид смолы в производстве стеклопластика, из которого изготавливают высокопрочные и устойчивые к механическим воздействиям навесы, крыши, стеновые перегородки, душевые кабинки и другую аналогичную продукцию. Этот вид смол является одним из компонентов в процессе производства искусственного камня, значительно снижая себестоимость готовых изделий.
http://pandia.ru/text/78/460/18363.php
http://zer-potolok.ru/poliefirnaa-smola-opredelenie-sostav-harakteristiki