Альбом кинематических схем токарно-винторезного станка 1К62
Содержание
Назначение токарно-винторезного станка 1к62 и общее устройство
Станок предназначен для выполнения разнообразных токарных работ и в том числе для нарезания различных резьб и используется главным образом в условиях единичного и мелкосерийного производства.
Технические характеристики, фотографии и чертежи приведены на странице Токарно-винторезный станок 1К62.
Конструкция и характеристика работы основных узлов станка

Общий вид и компоновка станка 1К62 (рис. 1)
Основные узлы станка: станина 13, которая служит для соединения между собой всех узлов станка; передняя бабка 2, в которой помещены шпиндель 4 станка и коробка скоростей; суппорт 11, на котором закрепляется режущий инструмент; задняя бабка 15; коробка подач 3, передающая вращение ходовому валику 24 и ходовому винту 23; шкаф 20 с электрооборудованием станка; тумбы 22 и 29.
Станина станка 13 (см. рис. 1, а) опирается на левую 29 и правую 22 тумбы, с которыми она жестко скреплена. В левой тумбе помещен электродвигатель главного привода станка. В правой тумбе помещен насос, подающий охлаждающую жидкость по шлангу на режущий инструмент. Во внутреннюю полость тумбы жидкость стекает из корыта 27. Наиболее точное положение подвижных узлов станка обеспечивается комбинированными направляющими станины — призматической а и плоской б (рис. 1, б).
Передняя бабка 2 закреплена болтами на левой стороне станины. Во внутренней части бабки помещены шпиндель 4 и коробка скоростей, сверху закрытая крышкой.
Через сквозное отверстие шпинделя 4 при необходимости можно пропускать обрабатываемый на станке пруток, а в коническое гнездо шпинделя устанавливать передний центр. На правом выступающем конце шпинделя имеются центрирующий поясок, буртик и резьба для точной центровки и крепления планшайбы с патроном 5, в кулачки которого устанавливают обрабатываемые заготовки.
Суппорт 11 предназначен для перемещения закрепленных на нем режущих инструментов и состоит из следующих основных частей: каретки 6, фартука 25, поперечных салазок 7, средней поворотной части 8, верхних салазок 10 и четырехместного резцедержателя 9 для установки и закрепления режущих инструментов.
Каретка 6 перемещается в продольном направлении по призматической а и плоской б направляющим (рис. 1, б). Планки 1 и 2 каретки скользят по нижним направляющим г и в. Перемещение каретки вручную в продольном направлении осуществляется вращением маховика 26 (рис. 1, а).
Фартук 25 жестко закреплен на каретке 6. В нем помещены механизмы, преобразующие вращательное движение ходового валика 24 и винта 23 в поступательное движение суппорта.
Для устранения люфта в винтовой передаче гайка винта состоит из двух частей, которые разводятся клином. Средняя часть 8 вместе с имеющимися на ней направляющими верхних салазок 10, которая может быть повернута относительно оси станка на угол и закреплена на поперечных салазках 7, предназначена для обработки конических поверхностей изделий.
Верхние салазки 10 предназначены для перемещения резца вручную при вращении рукоятки 12. Точный отсчет величины перемещения суппорта вручную производится по лимбам с ценой деления 0,05 мм
Коробка подач 3 служит для передачи вращения ходовому валику 24 либо ходовому винту 23. Коробка подач связана со шпинделем станка передачей, в которую входит и гитара сменных колес, расположенная под щитком 1.
Задняя бабка 15 предназначена для поддержки задним центром обрабатываемых заготовок или для установки и перемещения осевых инструментов. Основные части задней бабки: плита 17, корпус 16, пиноль 14, прижимная планка 1 (рис. 1, в).
Задняя бабка перемещается по призматической а и плоской б направляющим (рис. 1, в) станины станка. Перемещение производится либо вручную, либо с помощью суппорта — в случае соединения с ним задней бабки замком (рис. 1, г). Замок состоит из планки 2, прикрепленной к поперечным салазкам 1, суппорта и планки 4, соединенной с плитой 3 задней бабки. Подводя суппорт к задней бабке и перемещая салазки 1 в поперечном направлении, заводят выступ планки 2 за выступ планки 4. При этом задняя бабка соединяется с суппортом и вместе с ним будет перемещаться в продольном направлении от механизма подач.
Для того чтобы вершина заднего центра была точно расположена на оси станка, корпус 16 (рис. 1, а) перемещают в поперечном направлении относительно плиты 17. Для обработки конических поверхностей деталей задний центр смещают винтом 19 от оси станка в направлении «на себя» или «от себя». Пиноль 14 имеет коническое отверстие для установки заднего центра или осевых инструментов.
Электрооборудование станка расположено в шкафу 20. На передней стенке шкафа помещена панель 18 с амперметром, указывающим ток главного электродвигателя станка, и переключателями, включающими станок в электрическую сеть, освещение станка и электродвигатель насоса, подающего охлаждающую жидкость.
Под крышкой 21 расположен электродвигатель ускоренного перемещения суппорта.
Схема кинематическая токарно-винторезного станка 1К62
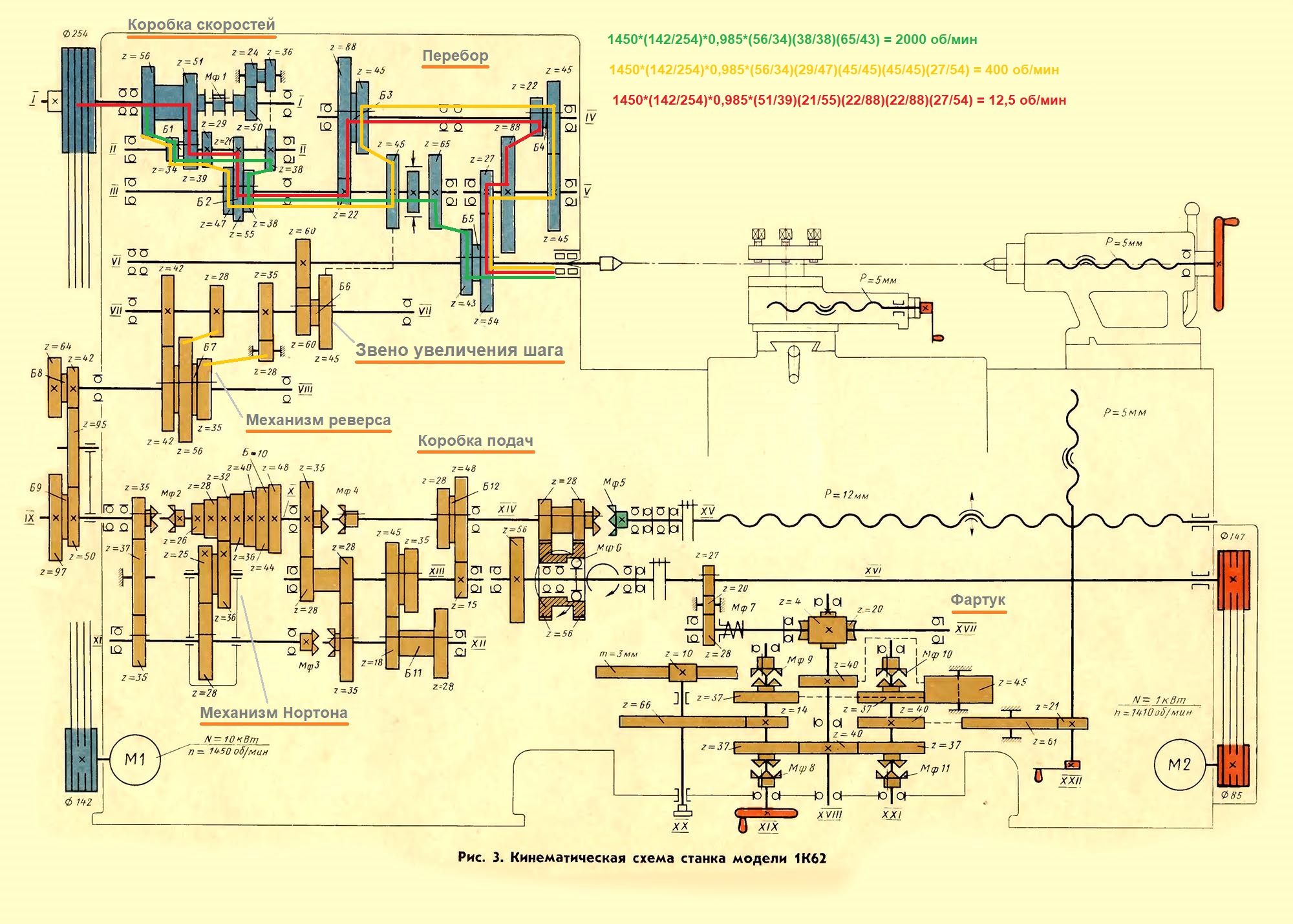
Кинематическая схема токарно-винторезного 1к62
Движения в станке: основные — главное движение, продольные и поперечные подачи суппорта; вспомогательные — быстрые перемещения суппорта, задней бабки и пиноли вручную.
Кинематическая цепь привода главного движения. Эта цепь обеспечивает передачу вращения от электродвигателя M1 шпинделю VI с возможностью включения разных частот его вращения (рис. 2). Шпиндель станка может иметь правое и левое направление вращения. При правом направлении вращения шпинделя уравнение баланса кинематической цепи привода главного движения запишется так (муфта Мф1 включена влево) (рис. 2, а):
Передняя бабка условно разделена на несколько частей (см.кинематическую схему):
- Фрикционный (входной) вал — фрикционный вал состоит из: двойной фрикционной муфты Мф1 с неподвижным двойным блоком (z=51, z=56), шестерни (z=50) и неподвижного блока реверса (z=24, z=36);
- Коробка скоростей — вал II с подвижным двойным блоком (Б1), вал III с подвижным тройным блоком (Б2);
- Перебор — вал IV с подвижными двойными блоками (Б3, Б4, Б5);
- Узел тормоза — ленточный тормоз на валу III;
- Шпиндель — с подвижным двойным блоком (Б5) включающем перебор и шестерней z=60 для передачи вращения на привод подач;
- Узел привода подач:
- Звено увеличения шага резьбы — блок Б6, обеспечивает увеличение выходной скорости по отношению к скорости шпинделя;
- Механизм реверса 2-х скоростной — блок Б7 служит для изменения направления движения суппорта.
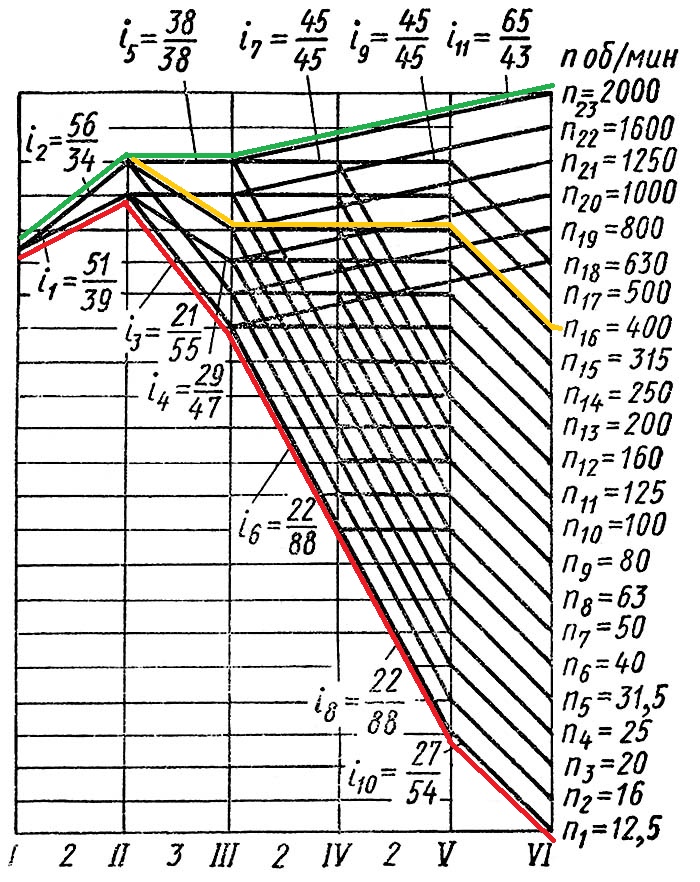
График оборотов токарно-винторезного станка 1к62
При прямом (правом) направлении вращения шпинделя уравнение баланса кинематической цепи привода главного движения запишется так (муфта Мф1 включена влево). Может быть настроено 24 частоты вращения в диапазоне 12,5..2000 об/мин (частота 630 об/мин повторяется).

Уравнение баланса прямого (правого) направления вращения шпинделя
При обратном (левом) направлении вращения шпинделя уравнение баланса кинематической цепи привода главного движения запишется так (муфта Мф1 включена влево). Может быть настроено 12 частот вращения в диапазоне 19..2420 об/мин.

Уравнение баланса обратного (левого) направления вращения шпинделя
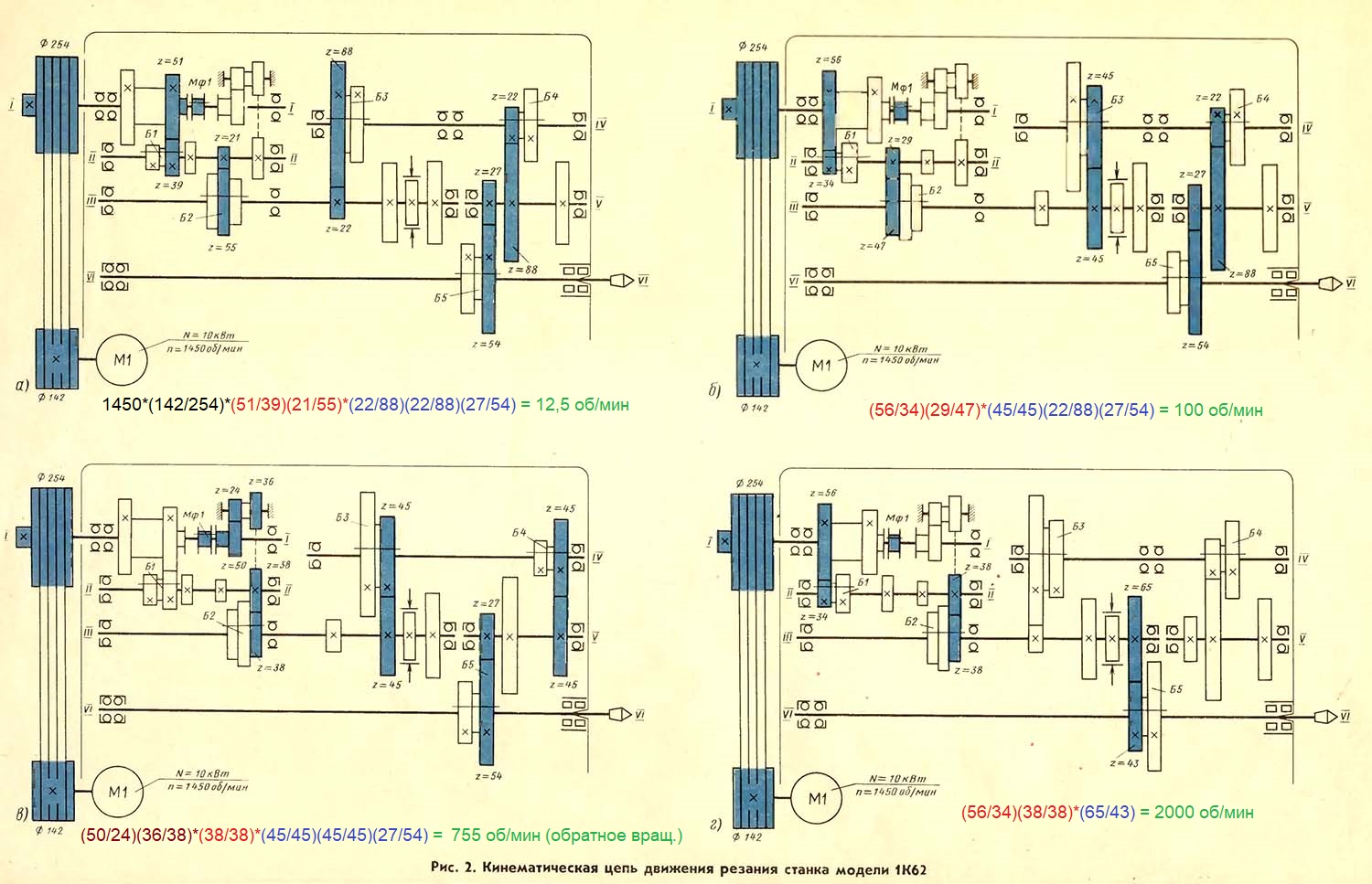
Кинематическая цепь движения резания токарно-винторезного станка 1к62
1450 — число оборотов электродвигателя;
142/254 — передаточное отношение ременной передачи (отношение диаметров шкивов двигателя (Ø 142) и коробки скоростей (Ø 254));
0,985 — коэффициент упругого проскальзывания ременной передачи.
Движение подачи
Привод подач включает в себя следующие цепи и узлы (см.кинематическую схему):
- Звено увеличения шага резьбы — двойной блок Б6 в шпиндельной бабке, обеспечивает увеличение выходной частоты вращения по отношению к частоте вращения шпинделя в соотношении: 1:2, 1:8, 1:32
- Механизм реверса 2-х скоростной — тройной блок Б7 в шпиндельной бабке, служит для изменение направления движения суппорта при одном и том же направлении вращении шпинделя. Осуществляется подкючением промежуточной шестерни — трензеля;
- Гитара сменных колес — включает сменные шестерни K, L, M, N. Служит для сравнительно редкой перенастройки чисел оборотов;
- Коробка подач — коробка подач получает движение от шпиндельной бабки через гитару и задаёт различные скорости вращения ходового вала и ходового винта;
- Механизм подач фартука — преобразует вращение ходового вала или ходового винта в поступательное движение суппорта продольное или поперечное.
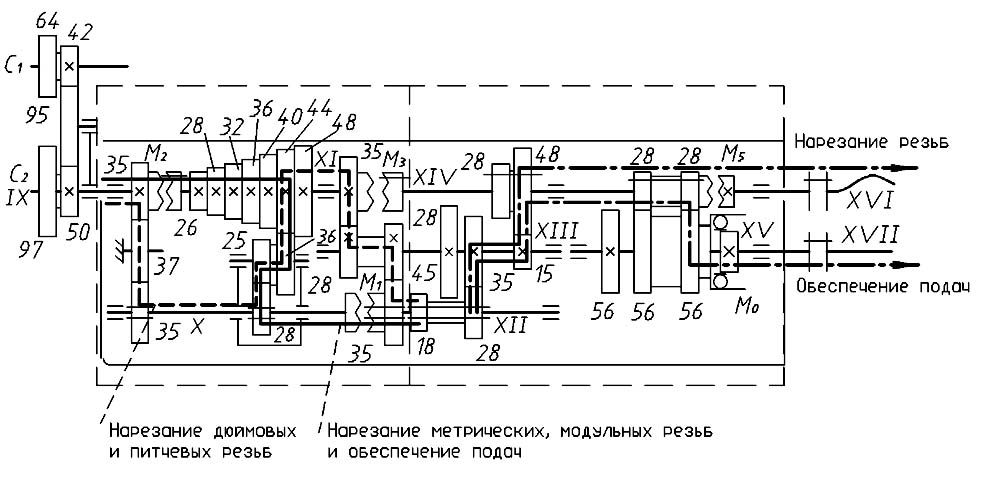
Коробка подач токарно-винторезного станка 1к62
Кинематическая цепь продольных подач суппорта
Продольное перемещение суппорта осуществляется следующим образом:
от шпинделя через передачу 60/60, далее через реверс с колесами 42/42 или 28/56 либо 35/28•28/35 и через гитару сменных колес 42/95•95/50 вращается вал IX коробки подач.
Подключив муфту, колесо МФ2 начинает вращать конус шестерен 26, 28, 32, 36, 40, 44, 48 и от него накидное колесо 36.
Далее через передачу и включенную муфту МФ3 вращается двойной блок z = 18 – z = 28, осуществляющий отношения 18/45 и 28/35, затем через двойной блок 15/48 и 35/28 и через передачу 28/56 вращается ходовой вал, по которому вместе с фартуком перемещается колесо z = 27.
Далее движение передается через передаточные отношения колес фартука 27/20 • 20/28 • 4/20 • 40/37 • 14/66 на реечное колесо z = 10 (модуль зацепления m = 3 мм). Колесо 10, находясь в зацеплении с рейкой, прикрепленной к станине, катится по ней и перемещает фартук с суппортом.
Включением муфт МФ8 или МФ9 колесо z = 14 вращается вправо или влево, меняя направление движения суппорта. Общее уравнение кинематической цепи продольных подач определяется исходя из расчетного периода одного оборота шпинделя:

Общее уравнение кинематической цепи продольных подач станка 1к62
Пределы величин продольных подач при включении соответствующих блоков составляют 0,07…0,13; 0,14…0,26; 0,28…0,52; 0,57…1,04; 1,14…2,08; 2,28…4,16 мм/об. Последняя группа подач получается включением звена увеличения шага резьбы.
Кинематическая цепь поперечных подач суппорта
До червячной передачи фартука кинематическая цепь не отличается от предыдущей цепи. Далее через колеса 40/37 или 40/45•45/37 включением муфт МФ10 или МФ11 и через передачи 40/61•61/20 вращается винт поперечной подачи суппорта. Шаг резьбы винта 5 мм, резьба левая. Уравнение кинематической цепи аналогичное, как и для продольных подач. Величины подач в 2 раза меньше соответствующих величин продольных и составляют от 0,035 до 2,08 мм/об.
Ручное продольное перемещение суппорта. Маховиком на валу XIX через передачу вращается реечное колесо z = 10. За один оборот маховика суппорт переместится на величину
1 • 14/66 • π • 10 • 3 = 20 мм
Кинематическая цепь для получения метрической резьбы
Органы настройки винторезной цепи должны быть рассчитаны и настроены таким образом, чтобы величина продольного перемещения суппорта на один оборот шпинделя в точности соответствовала шагу Т нарезаемой резьбы.
При нарезании резьбы для перемещения суппорта участвует ходовой винт с шагом 12 мм. Для этой цели блок колес z = 28 – z = 28 входит в зацепление с муфтой МФ5. Маточная гайка, замкнутая с винтом, перемещается вместе с фартуком и суппортом. Кинематическая цепь не отличается от цепи продольных подач, но передача фартука не участвует. Уравнение кинематической цепи в этом случае определяется исходя из следующего: за один оборот шпинделя суппорт с резцом должен пройти путь, равный шагу нарезаемой резьбы, и напишется в таком виде:

Кинематическая цепь для получения метрической резьбы
где Тн.р. – шаг нарезаемой резьбы.
В этой цепи конус шестерен Б10 (26, 28, 32, 36, 40, 44, 48) является ведущим.
Не все колеса, находясь в зацеплении с накидным колесом z = 36, дают гостированные шаги, например для шага Тн.р. = 1 мм участвует колесо конуса z = 32, что видно из уравнения кинематической цепи

Пример кинематической цепи для получения метрической резьбы
Звено увеличения шага резьбы
В коробке скоростей имеется звено увеличения шага резьбы. Для получения увеличенных шагов резьб необходимо двойной блок z = 60 – z = 45 вала VII переместить вправо до зацепления колеса z = 45 этого блока с колесом z = 45 вала III. Тогда число оборотов вала по отношению к шпинделю будет увеличено в 16 или в 4 раза, при этом шпиндель должен вращаться через передачу 27/54.
Тогда все остальные передачи и ходовой винт будут вращаться ускоренно в 32, в 8 или в 2 раза в зависимости от включения блоков z=88 – z=45 и z=22 – z=45 на валу IV. Наибольший шаг резьбы Тн.р. = 192 мм при передаточном отношении трензеля iTP = 28/56.
Кинематическая цепь для получения модульных резьб
Шаг модульной резьбы пропорционален π – Тн.р. = π•m (m – модуль зацепления в мм). Кинематическая цепь осуществляется аналогично цепи для метрической резьбы, но в гитаре сменных колес надо установить колеса 64/95 • 95/97.
Уравнение кинематической цепи напишется в таком виде:

Кинематическая цепь для получения модульных резьб
Для получения крупных модульных резьб применяют звено увеличения шага резьбы и mmах = 48 мм.
Кинематическая цепь для получения дюймовых и питчевых резьб
Дюймовая резьба характеризуется числом ниток на 1″. Запись кинематической цепи производится так же, как и для метрической резьбы, но конус шестерен является ведомым, для чего муфта MФ2 отключается от колеса z = 35, а муфты MФ4 и MФ3 выклю-чены.
Общее уравнение кинематической цепи будет иметь вид:

Кинематическая цепь для получения дюймовых и питчевых резьб
Пределы чисел ниток нарезаемой резьбы: Тн.р. = 2…24 нитки на 1″. Очень редко применяется питчевая резьба, которая характеризуется питчами. Величина питча р = 25,4/m. Кинематическая цепь аналогична, как и для дюймовой, но в гитаре сменных колес устанавливаются колеса 64/95 • 95/97. Пределы величин р: 7…96, а для меньших величин применяют звено увеличения шага резьбы.
Кинематическая цепь для нарезания особо точных резьб
Эти резьбы нарезают при помощи включения ходового винта, минуя коробку подач, сокращая этим кинематическую цепь. Для этого необходимо соединить ходовой винт с валом IX коробки подач включением муфт MФ2, MФ4, MФ5 и разъединением блока колес z=25 и z=36 от конуса в коробке подач.
Уравнение кинематической цепи в этом случае напишется так:
1 • 60/60 • 42/42 • x • 12 = Тн.р.; отсюда х = Тн.р./12
где х – передаточное отношение сменных колес, состоящее из одной или двух пар.
Быстрое перемещение суппорта
Оно производится нажатием кнопки, встроенной в рукоятке управления, и осуществляется от электродвигателя ускоренного перемещения. Скорость перемещения суппорта в продольном направлении определяется из уравнения кинематической цепи

Быстрое перемещение суппорта
а в поперечном = 1680 мм/мин.
Трофимов А.М. Металлорежущие станки. Альбом кинематических схем
Общий вид уравнение кинематической цепи
Название работы: Кинематика токарно-винторезного станка 16К20
Категория: Лабораторная работа
Предметная область: Производство и промышленные технологии
Описание: В станках применяются передачи вращательного движения ременные цепные зубчатые червячные и др. и преобразующие вращательное движение в поступательное реечные винтовые и ДР Основным кинематическим параметром передачи вращательного движения является передаточное отношение которое показывает во сколько раз больше меньше частота вращения одного вала по сравнение с другим. Общее передаточное отношение кинематической пени вращательного движения определяется произведением передаточных отношений отдельных передач входящих в данную цепь.
Дата добавления: 2013-07-31
Размер файла: 126.96 KB
Работу скачали: 505 чел.
Лабораторная работа №22 Кинематика токарно-винторезного станка 16К20
Цель работы: Ознакомиться с условными обозначениями элементов кинематических цепей станка; изучить кинематику токарно-винторезного станка;
Принцип работы различных машин, в том числе и станков, нагляднее изучать по схеме, а не по их конструктивному изображению. Условное, схематическое изображение совокупности механизмов и устройств станка называется кинематической схемой. Изображения элементов кинематических схем. стандартизованы. Основные из них приведены в прил.1.
Кинематическая схема станка состоит из отдельных кинематических цепей, представляющих собой систему последовательно расположенных звеньев. Под звеном подразумевается деталь механизма, входящая в соприкосновение с другой деталью (зубчатое колесо, винт, гайка, червяк, червячное колесо и т.п.).
Механизм, передающий или преобразующий движение от одного звена к другому, называется кинематической парой или передачей.
В станках применяются передачи вращательного движения (ременные, цепные, зубчатые, червячные и др.) и преобразующие вращательное движение в поступательное (реечные, винтовые и ДР-)-
Основным кинематическим параметром передачи вращательного движения является передаточное отношение, которое показывает, во сколько раз больше (меньше) частота вращения одного вала по сравнение с другим. Передаточное отношение определяется зависимостью
где п 2 и п 1 частоты вращения ведущего и ведомого валов соответственно.
Передаточные отношения различных передач выражаются следующим образом
i = n 2 / n 1 = d 1 /d 2 η,
где d 1 и d 2 диаметры ведущего и ведомого шкивов; η = 0,94- 0,98 коэффициент, учитывающий проскальзывание ремня относительно поверхности шкивов.
i = п 2 /п 1 = z l / z 2 ,
где z 1 и z 2 числа зубьев ведущей и ведомой звездочек.
i = п 2 /п 1 = z l / z 2 ,
где z 1 и z 2 числа зубьев ведущего и ведомого зубчатых колес
i = n 2 / n 1 = z 1 / z 2 ,
где z 1 число заходов червяка, z 2 число зубьев червячного колеса.
Для передач, преобразующих движение, устанавливается кинематическая связь между вращательным движением одного звена с поступательным движением второго.
Если реечное зубчатое колесо имеет г зубьев, а модуль реечного колеса и рейки равен т, то за n оборотов зубчатого колеса рейка переместится на величину L , равную
L = π dn = π mzn мм, где d диаметр делительной окружности зубчатого колеса, мм.
В винтовой передаче за п оборотов винта гайка переместится в осевом направлении на величину L :
где Р шаг винта.
В сложных механизмах движение от начального звена к конечному передается несколькими последовательно соединенными передачами, т.е. кинематической цепью.
Общее передаточное отношение кинематической пени вращательного движения определяется произведением передаточных отношений отдельных передач, входящих в данную цепь и равно отношению частот вращения конечных звеньев, т.е.
i общ = i 1 · i 2 · i 3 · i 4 … i n = п кон / п кач
Данное уравнение позволяет определить частоту вращения не только последнего звена, но и любого промежуточного, считая его последним.
Кинематические цепи могут состоять не только из передач вращательного движения, но и передач, преобразующих один вид движения в другой.
Математическая зависимость, связывающая движения конечных звеньев кинематической цепи, называется уравнением кинематического баланса.
В металлорежущих станках кинематическим цепям присваивают названия в зависимости от выполняемых ими функций. Так, кинематическую цепь, передавшую движение от электродвигателя к шпинделю станка, называют кинематической цепью
главного движения. Соответственно, цепи шпиндель-суппорт называют кинематическими цепями подачи, которые в свою очередь подразделяют на цепь продольной и цепь поперечной подач. Токарно-винторезный станок 16К20 имеет также цепь ускоренных перемещений суппорта и кинематическую цепь для нарезания резьб.
Начальным звеном цепи главного движения (рис.5.17) является электродвигатель мощностью 11 кВт и частотой вращения п = 1460 об/мин, конечным шпиндель.
Уравнение кинематического баланса цепи главного движения в общем виде можно записать, как

где п ш п частота вращения шпинделя, об/мин; п э. д. частота вращения электродвигателя, об/мин; D 1 и D 2 диаметры ведущего и ведомого шкивов клиноременной передачи, мм; η =0,98 коэффициент проскальзывания ремня; і к.с. общее передаточное отношение коробки скоростей.
Общее уравнение кинематического баланса цепи главного движения имеет вид:

к шпинделю 12 скоростей,
 к шпинделю напрямую 12 скоростей .
к шпинделю напрямую 12 скоростей .
В вертикальных столбцах записаны передаточные отношения возможных вариантов включения подвижных блоков шестерен.
При включении муфты M 1 влево (прямом включении), шпиндель получает двенадцать различных частот вращения напрямую и столько же через перебор.
Возможные передаточные отношения перебора при этом будут:

Рис.5.17. Кинематическая схема токарно-винторезного станка 16К20

Таким образом, теоретически шпиндель имеет 24 частоты вращения. Однако, ввиду повторяемости частот 500 мин- 1 , 630 мин- 1 , их общее количество сокращается до 22.
Вращательное движение шпинделя и перемещение суппорта связаны зависимостью (расчетные перемещения)

где т , z модуль и число зубьев реечной шестерни; реверс.
В общем виде уравнение кинематического баланса цепи продольных подач запишется:

где i г , i кп , i ф передаточные отношения гитары сменных колес, коробки подач и фартука.
Табличные значения величин подач могут быть получены только при установке сменных шестерен
К/ L·L/N= 40 / 86· 86/64
Удвоенные табличные значения величин подач, шагов метрических и дюймовых резьб могут быть получены установкой сменных шестерен
Величина поперечных подач составляет 1/2 продольных.
Муфта обгона Мб позволяет сообщить суппорту ускоренное движение от отдельного электродвигателя мощностью N = 0,75 кВт без выключения рабочих подач.
Механизм фартука имеет четыре кулачковые муфты, которые предназначены для включения продольной (муфты М 8 и М 7 )
и поперечной подач (муфты M 10 и М 9 в прямом и обратном направлениях.
Вопросы, связанные с настройкой станка на нарезание рез ь б, рассматриваются в лабораторной работе №23.
Пример. Составить уравнение кинематического баланса цепи главного движения для частоты вращения шпинделя 12,5 мин 1 .
Решение. Уравнение кинематического баланса цепи главного движения имеет вид

Для составления уравнения баланса кинематических цепей следует воспользоваться графиком частот вращения шпинделя станка 16К20 (рис.5.18), На графике условно лучами показаны передаточные отношения передач коробки скоростей.
 Вертикальные линии валы, на которых установлены шестерни. Если i = 1, то луч перпендикулярен линии вала (передача 38/38·45/45); если
Вертикальные линии валы, на которых установлены шестерни. Если i = 1, то луч перпендикулярен линии вала (передача 38/38·45/45); если
(передача замедления), луч наклонен вниз на определенное количество интервалов, характеризующее величину передаточного отношения (передачи 29/47;21/55;15/60;18/72)
Наклон луча вверх свидетельствует о передаче ускорения, в этом случае i > 1 (передачи
56/34;51/39;60/48). Параллельные линии характеризуют одинаковые передаточные отношения. Например, при передаче 38/38 дважды переключался блок шестерен, обеспечивая зацепления 56/34 и 51/39 . Отсюда на графике три пары параллельных лучей 38/38;29/47;21/55).
Рис.5,18. График частот вращения
Порядок проведения работы
- Ознакомиться с условными обозначениями элементов кинематической схемы станка.
- Пользуясь кинематической схемой станка, рассмотреть передачу движений по цепям главного движения, подач и ускоренного перемещения суппорта.
- Составить уравнения кинематического баланса названных кинематических цепей.
Составить уравнение кинематического баланса цепи главного движения в соответствии, с индивидуальным заданием (табл.5.17).
Методические указания по выполнению индивидуального задания
Кинематическое уравнение цепи.
Задание
Реферат
Индивидуальное задание.
Пояснительная записка: 15 стр., 2 таблицы, 2 рис., 2 источника.
Графическая документация: 2 л. A4.
КИНЕМАТИЧЕСКОЕ УРАВНЕНИЕ, ГРАФИК ЧИСТОТ ОБОРОТОВ СТАНКА, ЛУЧЕВАЯ ДИАГРАММА.
В представленной работе проведен кинематический анализ зубофрезерного станка 5К310. Для станка составлено кинематическое уравнение главного движения, описаны механизмы движения, построены графики зависимости частот оборотов шпинделя и подачи от номера вала станка. Приведена кинематическая схема станка.
Содержание
1. Кинематический анализ металлорежущего станка. 6
1.1. Назначение, основные части, узлы и рабочие органы станка…………. …..6
1.2. Кинематическое уравнение цепи………………………………………………………6
1.4. Знаменатель геометрической прогрессии…………………………………………….9
1.7. Лучевая диаграмма скоростей………………………………………………………. 11
Список использованных источников…………………………………………. 13
Введение
Кинематический анализ производится для более подробного изучения принципа работы станка, возможностью его изменения, решения конкретной прикладной задачи. Кинематический анализ широкоуниверсального консольного фрезерного станка 5К310 проводился по следующей схеме: ознакомления со станком, его органами управления, оборудованием и аппаратурой; детально изучается конструкция и кинематика станка; технические характеристики станка.
КИНЕМАТИЧЕСКИЙ АНАЛИЗ ЗУБОФРЕЗЕРНОГО СТАНКА 5К310.
Назначение, основные части, узлы и рабочие органы станка
Зубофрезерный станок 5К310 предназначен для нарезания прямозубых и косозубы цилиндрических колес внешнего зацепления, а также червячных колес способом радиальной подачи. Нарезание производится червячными модульными фрезами по методу обкатки в полуавтоматическом цикле.
Подача при поступательном перемещении фрезы может быть направлена вниз (при встречном фрезеровании) и вверх (при попутном). Величина подачи выбирается в зависимости от требуемой шероховатости поверхности и точности обработки. Чем ниже шероховатость поверхности зуба и выше точность, тем меньше подача.
При нарезании косозубых фрез к основному вращению заготовки добавляется дополнительное, в зависимости от шага спирали, её направления и величины подачи. Фреза устанавливается таким образом, чтобы направление движения режущих зубьев, расположенных по винтовой спирали, совпадало с направлением зубьев нарезаемого колеса.
Главной частью станка является чугунная станина коробчатой формы. Внутри станины размещаются механизмы электропривода и гидропривода, электронасос и резервуар для СОЖ. На станине установлена передняя стойка, по вертикальным направляющим которой перемещаются салазки с поворотным суппортом и шпинделем. В шпинделе на оправке устанавливается червячная фреза. Переключение скоростей шпинделя осуществляется рукоятками. Вертикальная подача суппорта включается рукояткой, ручное перемещение осуществляется от квадрата, переключение подач – рукоятками. На горизонтальных направляющих станины установлены салазки с вращающимся столом и оправкой, на которой устанавливается заготовка. Салазки перемещаются в радиальном направлении с помощью винтовой пары автоматически или вручную от рукоятки. На салазках также устанавливается задняя стойка с контрподдержкой и коническим центром для повышения жесткости оправки. Контрподдержка перемещается с помощью гидросистемы включением рукоятки.
Рабочие и вспомогательные движения (быстрый подвод инструмента к заготовке в вертикальном направлении, подвод стола с заготовкой к фрезе в радиальном направлении и отвод в исходное положение, зубонарезание и остановка станка) осуществляется автоматически в пределах цикла и управляются настройкой кинематических цепей и системой переставных упоров и конечных выключателей. Управление движениями производится с пульта.
Кинематическое уравнение цепи.
Составим кинематическое уравнение цепи главного движения или подач в развернутом виде и определим теоретическое число ступеней регулирования z.

Увеличим частоту вращения на 10%. Для этого составим уравнение:

Решив его, получим, что 
Фактический ряд частот
Составим фактический ряд частот вращения на каждом вале.
 об/мин
об/мин
 об/мин
об/мин
 об/мин
об/мин
 об/мин
об/мин
 об/мин
об/мин
 об/мин
об/мин
 об/мин
об/мин
 об/мин
об/мин
 об/мин
об/мин
 об/мин
об/мин
 об/мин
об/мин
 об/мин
об/мин
 об/мин
об/мин
 об/мин
об/мин
 об/мин
об/мин
 об/мин
об/мин
 об/мин
об/мин
 об/мин
об/мин
 об/мин
об/мин
 об/мин
об/мин
 об/мин
об/мин
 об/мин
об/мин
 об/мин
об/мин
 об/мин
об/мин
 об/мин
об/мин
 об/мин
об/мин
 об/мин
об/мин
 об/мин
об/мин
 об/мин
об/мин
 об/мин
об/мин
 об/мин
об/мин
 об/мин
об/мин
 об/мин
об/мин
 об/мин
об/мин
 об/мин
об/мин
 об/мин
об/мин
 об/мин
об/мин
 об/мин
об/мин
 об/мин
об/мин
 об/мин
об/мин
 об/мин
об/мин
 об/мин
об/мин
 об/мин
об/мин
 об/мин
об/мин
 об/мин
об/мин
 об/мин
об/мин
 об/мин
об/мин
 об/мин
об/мин
 об/мин
об/мин
Анализируя полученные значения, определим фактическое число ступеней частот оборотов zф=9.
http://5fan.ru/wievjob.php?id=20772
http://poisk-ru.ru/s1363t6.html