Метрология
Допуски размеров, входящих в размерные цепи
Основные понятия, термины и определения
Машины, механизмы и создаваемые человеком сооружения образованы множеством соединений деталей, которые образуют узлы, агрегаты и прочие элементы конструкций. Каждая деталь имеет свои линейные, угловые и диаметральные размеры, которые, как нам уже известно, не могут соответствовать идеалу, называемому номинальным размером – всегда присутствуют погрешности размеров, обусловленные несовершенством технологий производства, средств измерений и другими факторами.
По этой причине каждая сопрягаемая деталь механизма имеет по замыслу конструкторов определенные отклонения от номинала и допуски на те или иные размеры, формы и т. п.
А когда все эти детали в механизме или машине образуют взаимосвязанную цепочку, допуски размеров каждого составляющего звена этой цепи оказывают влияние на размеры и допуски размеров всех остальных звеньев.
Поэтому обеспечение правильной работы всей машины или какого-либо элемента ее конструкции может быть достигнуто рациональным подбором предельных отклонений каждой детали.
Для определения оптимального соотношения предельных взаимосвязанных размеров одной или нескольких деталей, входящих в этот сборочный узел, проводят размерный анализ, предварительно построив размерные цепи.
Размерной цепью (рис. 1) называют совокупность размеров, образующих замкнутый контур и непосредственно участвующих в решении поставленной задачи (РД 50-635-87 «Цепи размерные. Основные понятия. Методы расчета линейных и угловых цепей»).
Если в такую совокупность входят размеры одной детали, то такую цепь называют подетальной размерной цепью (рис. 2), а если участвуют размеры нескольких деталей, то сборочной размерной цепью (рис. 3).
Для анализа размерной цепи необходимым условием является замкнутость размерного контура, т. е. цепь должна замкнуться.

Виды размерных цепей
По взаимному расположению размеров и их характеру размерные цепи делятся на линейные, угловые, плоские и пространственные.
Линейными называют размерные цепи, звеньями которых являются линейные размеры. Соответственно, угловыми называют размерные цепи, звеньями которых являются угловые размеры.
Если все звенья цепи лежат в одной или в нескольких параллельных плоскостях, такую цепь называют плоской , а если звенья цепи не параллельны одно другому и лежат в непараллельных плоскостях, то такую цепь называют пространственной .

По назначению размерные цепи подразделяют на следующие виды:
- конструкторские – обеспечивают точность изделия на этапе его проектирования;
- технологические – выражают связь размеров обрабатываемой детали с технологическим процессом;
- измерительные – решают задачу измерения определенных звеньев, характеризующих точность изделия.
Звенья размерных цепей
Размеры, составляющие размерную цепь, называются звеньями .
Звено, которое является исходным при постановке задачи или получается последним в процессе обработки детали, ее измерения или сборки изделия, называют замыкающим (на рис. 3 замыкающим звеном является зазор « S »).
Таким звеном может быть звено, точность которого определяет точность изготовления детали в целом (для подетальной цепи) или всего собранного узла (для сборочной цепи). Номинальный размер и точность замыкающего звена зависят от точности всех остальных звеньев цепи, которые называются составляющими звеньями. Изменение их размеров приводит к изменению размеров замыкающего звена (но недолжно вызвать изменения размеров исходного звена).
Исходным называют звено, к которому предъявляются основные требования – точность в соответствии с техническими условиями, от которого зависит работоспособность узла. При сборке исходное звено, как правило, получается последним, поэтому оно также называется замыкающим .
Составляющие звенья обозначаются на схемах или чертежах прописными буквами русского алфавита ( А , Б , В и т. д.) или строчными буквами греческого алфавита (кроме букв α , β , ω , ξ , λ ) с соответствующим порядковым номером 1, 2, 3, …. m . При этом замыкающее звено обозначается соответствующей буквой с индексом Δ (например, АΔ ).
Размерную цепь удобно представлять в виде замкнутого векторного контура, в котором векторы направлены либо по часовой стрелке, либо против нее (рис. 5).
Звенья цепи, по отношению к замыкающему звену, могут быть увеличивающими и уменьшающими . Увеличение размеров увеличивающих звеньшев приводит к увеличению и замыкающего звена при неизменном исходном звене.
И наоборот — увеличение размеров уменьшающих звеньев приводит к уменьшению размеров замыкающего звена.
На схемах уменьшающие звенья имеют направления, одинаковые с направлением замыкающего звена (←), а увеличивающие – противоположное (→).
Анализ размерных цепей
Анализ размерных цепей и их расчет проводят с целью:
- определения числовой взаимосвязи размеров, обеспечивающих эксплуатационные требования и экономически целесообразную точность выполнения этих размеров;
- экономически выгодного вида взаимозаменяемости (полной или неполной);
- допусков размеров и рационального порядка их простановки на чертежах.
Задачи размерного анализа делятся на два вида:
- прямая задача решается при конструировании деталей и узлов для определения допусков и предельных отклонений составляющих звеньев по заданным номинальным размерам всех размеров цепи и заданным предельным размерам исходного звена;
Методы расчета размерных цепей
Существует несколько методов решения прямой и обратной задачи в условиях полной и неполной взаимозаменяемости. Наиболее распространены следующие методы:
- расчет на максимум – минимум (обеспечивает полную взаимозаменяемость);
- теоретико-вероятностный (обеспечивает полную или частичную взаимозаменяемость);
- групповой взаимозаменяемости;
- равных допусков;
- регулирования;
- пригонки и др.
Рассмотрим некоторые из них на примере расчета размерной цепи подшипникового узла (рис. 4).
Метод расчета на максимум – минимум (обратная задача)

Расчет осуществляется в следующем порядке.
1 . Составляется схема размерной цепи, определяется m – общее число звеньев цепи (рис. 5).
2 . Определяется характер звеньев: AΔ – замыкающее звено; А1 – увеличивающее звено; А2 ; А3 ; А4 – уменьшающие звенья. При этом n – число увеличивающих звеньев; p – число уменьшающих звеньев; m — общее число звеньев, включая замыкающее.
Тогда n + p = m — 1 .
3 . Составляется уравнение номинальных размеров для частного случая:
в общем случае это уравнение будет иметь вид: АΔ = ∑ Аi ув — ∑ Ai ум .
4 . Определяется допуск замыкающего звена, для чего составляется уравнение допусков:
а предельные размеры замыкающего звена равны:
АΔmax = ∑ Аi ув max — ∑ Ai ум min ;
АΔmin = ∑ Аi ув min — ∑ Ai ум max .
Поскольку разность между предельными размерами звеньев есть их допуск, можно записать:
ТАΔ = ∑ ТАi ув — ∑ ТAi ум , (1)
а так как сумма увеличивающих и уменьшающих звеньев равна n + p = m — 1 , то
ТАΔ = ∑ТАi ,
т. е. допуск замыкающего или исходного звена равен сумме допусков составляющих звеньев.
5 . Находятся предельные размеры замыкающего звена, т. е. определяются его верхнее и нижнее отклонение:
ESАΔ = ∑ ESАi ув — ∑ ESAi ум ;
EIАΔ = ∑ EIАi ув — ∑ EIAi ум .
6 . По предельным отклонениям определяются предельные размеры замыкающего или исходного звена:
АΔmax = АΔ + ESAΔ ;
АΔmin = АΔ + EIAΔ .
Поскольку расчеты показали, что допуск замыкающего звена равен сумме допусков всех составляющих звеньев (формула 1), необходимо стремиться, чтобы число звеньев в цепи было минимальным, тогда минимальной будет и погрешность.
При решении прямой задачи размерного анализа можно воспользоваться методом равных допусков, основанный на предположении, что допуски всех составляющих звеньев равны, или методом одинаковой точности (метод допусков одного квалитета точности).
В условиях массового и крупносерийного производства расчет размерных цепей изложенными выше методами часто не дает экономически выгодного результата. Поэтому в этих видах производства целесообразно использовать теоретико-вероятностные методы расчета, которые основаны на суммировании средних размеров, определенных с учетом случайных погрешностей. При этом замыкающее звено размерной цепи принимается за случайную величину, являющуюся суммой независимых случайных переменных размеров составляющих звеньев.
Для подробного ознакомления с другими методами размерного анализа целесообразно изучить документ РД 50-635-87 «Методические указания. Цепи размерные. Основные понятия. Методы расчета размерных и угловых цепей».
Построение и расчет размерных цепей
Построение и расчет размерных цепей
Основные термины и определения
Рассмотрим фрагмент конструкции (рис. 4.1).
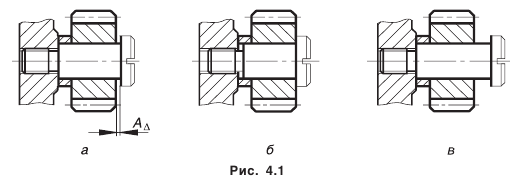
Для свободного вращения зубчатого колеса на оси необходим зазор  . Величина получается автоматически при сопряжении деталей, контуры которых выделены. Если размеры их выполнены неверно (рис. 4.1 6, в), то либо зазора не будет вовсе, либо он будет слишком большой, что сделает невозможным нормальное функционирование узла.
. Величина получается автоматически при сопряжении деталей, контуры которых выделены. Если размеры их выполнены неверно (рис. 4.1 6, в), то либо зазора не будет вовсе, либо он будет слишком большой, что сделает невозможным нормальное функционирование узла.
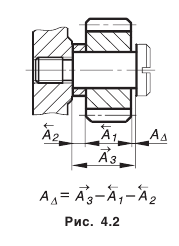
Установим те размеры деталей, которые при сборке автоматически создадут необходимый зазор (рис. 4.2). Обозначив размеры деталей, которые влияют на зазор , мы тем самым построим размерную цепь.
Размерной цепью называется совокупность размеров, непосредственно участвующих в решении поставленной задачи и образующих замкнутый контур (ГОСТ 16319-80).
По виду задач, в решении которых участвуют цепи, они делятся на конструкторские, технологические и измерительные.
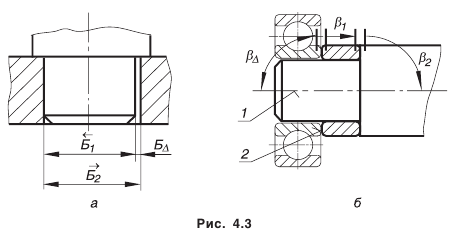
Конструкторские размерные цепи решают задачу по обеспечению точности при конструировании. Они устанавливают связь размеров детали в изделии. На рис. 4.3 приведены примеры сборочных размерных цепей.
На рис. 4.3, а приведена элементарная сборочная размерная цепь, решающая задачу обеспечения точности сопряжения двух деталей. На рис 4.3, 6 тоже показана сборочная цепь, которая решает задачу обеспечения перпендикулярности поверхности 2 к оси 1, необходимой для базирования подшипника качения.
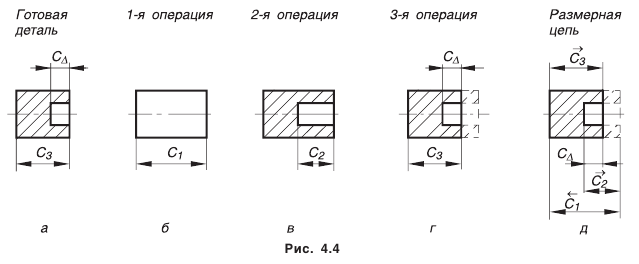
Технологические размерные цепи решают задачу по обеспечению точности при изготовлении машин. Они устанавливают связь размеров деталей на разных этапах технологического процесса. На рис. 4.4, а изображена деталь с размерами, которые следует выдержать при изготовлении. Последовательность получения размеров приведена на рис. 4.4, 6, в, г. На основании предложенного маршрута обработки построена технологическая размерная цепь (см. рис 4.4, д). При обработке детали выдерживаются размеры  а размер
а размер  получается автоматически.
получается автоматически.
Измерительные размерные цепи решают задачу обеспечения точности при измерении. Они устанавливают связь между звеньями, которые влияют на точность измерения.
Размеры, образующие размерную цепь, называются звеньями. В зависимости от расположения звеньев, цепи делятся на плоские (звенья расположены в одной или параллельных плоскостях) и пространственные. В зависимости от вида звеньев различают линейные размерные цепи (звеньями являются линейные размеры, рис. 4.2, 4.3, а) и угловые (рис. 4.3, б). Звенья линейной размерной цепи обозначают какой-либо одной прописной буквой русского алфавита с соответствующим числовым индексом, звенья угловых цепей — строчной буквой греческого алфавита.
Любая размерная цепь состоит из составляющих звеньев и одного замыкающего. Замыкающее звено (  и т. д.) — то звено, которое непосредственно не выдерживается, а получается в результате выполнения размеров составляющих звеньев.
и т. д.) — то звено, которое непосредственно не выдерживается, а получается в результате выполнения размеров составляющих звеньев.
Составляющие звенья делятся на увеличивающие и уменьшающие. Увеличивающие звенья
 — те, с увеличением которых замыкающее звено увеличивается, а уменьшающие
— те, с увеличением которых замыкающее звено увеличивается, а уменьшающие
 — те, с увеличением которых замыкающее звено уменьшается. При правильном определении увеличивающих и уменьшающих звеньев стрелки над буквами должны указывать движение в одном направлении по замкнутому контуру размерной цепи.
— те, с увеличением которых замыкающее звено уменьшается. При правильном определении увеличивающих и уменьшающих звеньев стрелки над буквами должны указывать движение в одном направлении по замкнутому контуру размерной цепи.
Принципы построения конструкторских размерных цепей
Перед тем как построить размерную цепь, следует выявить замыкающее звено, которое, допустим, определяет нормальное функционирование механизма. Размер или предельное отклонение замыкающего звена назначают или рассчитывают исходя из условий работы и (или) требуемой точности.
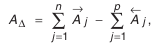
Например, размер и предельные отклонения (см. рис. 4.2) принимаются такими, которые обеспечивали бы свободное вращение зубчатого колеса при минимальном возможном смещении его вдоль оси. Несовпадение вершины делительного конуса конической шестерни с осью вращения конического колеса (рис. 4.7, а, б) определяется степенью точности зубчатых колес, а его предельные значения находятся по соответствующему стандарту.
В курсовом проекте замыкающее звено и допуск на него уже заданы. Надо только установить, между какими деталями стоит размер замыкающего звена, а затем связать эти детали цепью размеров.
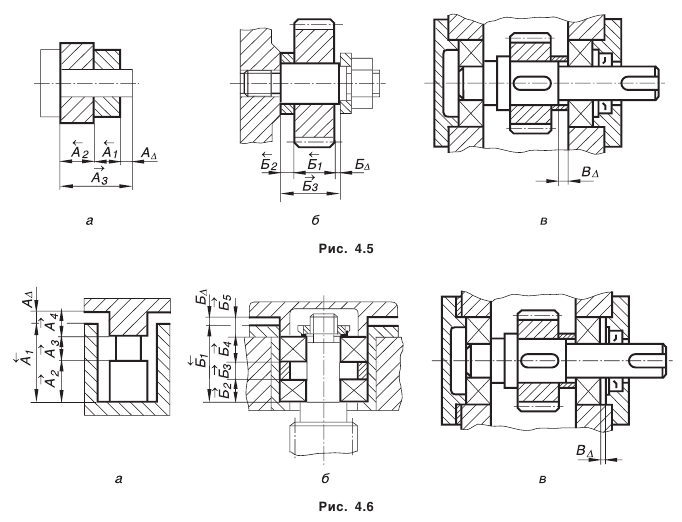
Например, на рис. 4.5, б размер замыкающего звена  стоит между осью и торцом зубчатого колеса; на рис. 4.7, а стоит между осью отверстия в корпусе и вершиной делительного конуса конического колеса и т. д.
стоит между осью и торцом зубчатого колеса; на рис. 4.7, а стоит между осью отверстия в корпусе и вершиной делительного конуса конического колеса и т. д.
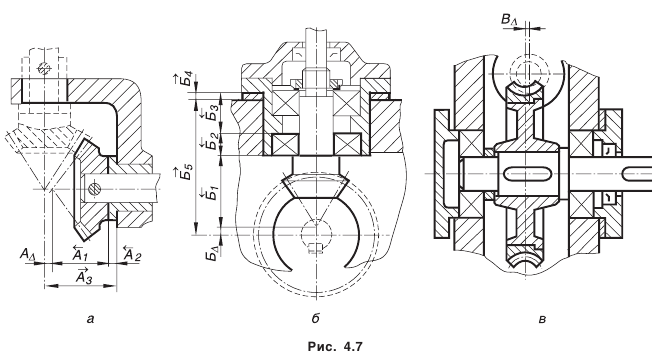
Рассмотрим наиболее типичные варианты сборочных размерных цепей’. Первый вид размерных цепей приведен на рис. 4.5, второй — на рис. 4.6, третий — на рис. 4.7.
При построении размерных цепей следует руководствоваться их основными свойствами:
• цепь должна быть замкнута;
• размер любого звена сборочной цепи должен относиться к элементам одной и той же детали; исключением является замыкающее звено, которое всегда соединяет элементы разных деталей;
• цепь должна быть проведена наикратчайшим способом, т. е. деталь своими элементами должна входить в размерную цепь только один раз.
Основные соотношения размерных цепей
Размерная цепь всегда замкнута. На основании этого свойства существует зависимость, которая связывает номинальные размеры звеньев. Для плоских размерных цепей с номинальными звеньями она имеет следующий вид:
где  и
и  — число увеличивающих и уменьшающих звеньев в размерной цепи соответственно.
— число увеличивающих и уменьшающих звеньев в размерной цепи соответственно.
Для определения зависимости, которая связывает допуски звеньев в размерной цепи, найдем вначале наибольшее значение замыкающего звена:
затем наименьшее значение:
Вычтем  из
из 

где  — количество звеньев размерной цепи, включая замыкающее звено.
— количество звеньев размерной цепи, включая замыкающее звено.
Из формулы (4.2) следует, что разброс размеров замыкающего звена равен сумме разбросов размеров составляющих звеньев. Поэтому, чтобы обеспечить наибольшую точность замыкающего звена, размерная цепь должна состоять из возможно меньшего числа звеньев, т. е. необходимо при конструировании машин и проектировании технологических процессов соблюдать принцип наикратчайшей размерной цепи. Аналогичным образом находится верхнее отклонение замыкающего звена:
Координата середины поля допуска замыкающего звена рассчитывается следующим образом:
Если известны размеры и поля допусков, составляющих звеньев размерной цепи, то по формулам (4.1 )-(4.5) можно определить все параметры замыкающего звена.
Расчет размерных цепей
Обычно при конструировании возникает необходимость определить параметры составляющих звеньев размерной цепи при известном замыкающем звене. Решением данной задачи может быть большое количество вариантов сочетаний допусков и предельных отклонений составляющих звеньев. лишь бы они удовлетворяли основным соотношениям.
Обычно в прикидочных расчетах пользуются способом равных допусков, т. е.:
При большой разнице в номинальных размерах составляющих звеньев такой способ является некорректным, так как к большим звеньям будут предъявляться более жесткие требования по точности.
Смысл корректного расчета размерной цепи заключается в том, чтобы допуски на составляющие звеньев размерной цепи были бы одного или двух ближайших квалитетов.
Известно, что допуск есть произведение единицы допуска на коэффициент  . Это справедливо и для любого звена размерной цепи:
. Это справедливо и для любого звена размерной цепи:

где  — число единиц допуска (величина постоянная для одного квалитета);
— число единиц допуска (величина постоянная для одного квалитета);
 — единица допуска, характеризующая ту часть допуска, которая меняется с изменением размера.
— единица допуска, характеризующая ту часть допуска, которая меняется с изменением размера.
Итак, чтобы добиться одинаковых требований к точности изготовления составляющих звеньев, необходимо, чтобы коэффициенты были бы одинаковыми у всех звеньев. Просуммируем допуски составляющих звеньев размерной цепи:
Подставим полученную зависимость в формулу (4.2):

Значение характеризует точность, с которой следует получать все составляющие звенья размерной цепи. Рассчитанное по формуле значение к в общем случае не будет соответствовать строго определенному квалитету, поэтому для назначения допусков на соответствующие звенья выбирают ближайшие квалитеты по табл. 4.1.

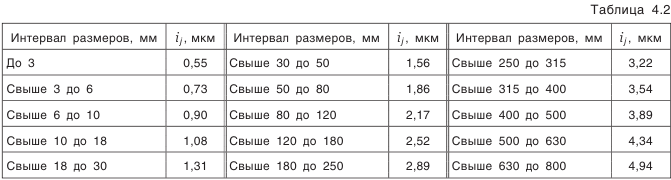
Значения единицы допуска  для размеров до 800 мм приведены в табл. 4.2.
для размеров до 800 мм приведены в табл. 4.2.
Обеспечить заданную точность замыкающего звена можно несколькими методами (ГОСТ 16320-80).
Метод полной взаимозаменяемости
Метод, при котором требуемая точность замыкающего звена размерной цепи получается при любом сочетании размеров составляющих звеньев. При этом предполагают, что в размерной цепи одновременно могут оказаться все звенья с предельными значениями, причем в любом из двух наиболее неблагоприятных сочетаний (все увеличивающие звенья с верхними предельными размерами, а уменьшающие с нижними, или наоборот). Такой метод расчета, который учитывает эти неблагоприятные сочетания, называется методом расчета на максимум — минимум.
Пример
На рис. П.8.2 изображен фрагмент конструкции, у которой необходимо обеспечить при сборке осевой зазор  между торцом крышки и наружным кольцом подшипника. Осевой зазор необходим для компенсации тепловых деформаций деталей, возникающих во время работы узла.
между торцом крышки и наружным кольцом подшипника. Осевой зазор необходим для компенсации тепловых деформаций деталей, возникающих во время работы узла.
Требуется назначить допуски и отклонения на составляющие звенья для обеспечения 100% годности собираемых механизмов при любом сочетании размеров составляющих звеньев.
Допуски и отклонения на ширину подшипниковых колец и монтажную высоту подшипников качения, входящих в размерную цепь, назначать условно, как и на другие детали.
Решение
- Определение номинальных размеров составляющих звеньев.
Номинальные размеры стандартных деталей, например подшипников качения, находят по соответствующим стандартам. Остальные размеры составляющих звеньев, кроме звена  , определяют непосредственно по чертежу узла.
, определяют непосредственно по чертежу узла.
Для нахождения номинального размера воспользуемся зависимостью (4.1):
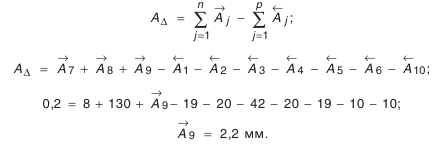
- Определение средней точности размерной цепи.
По формуле (4.7.) найдем значение :
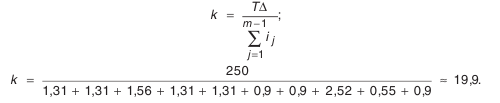
Найденное число единиц допуска лежит в пределах стандартных значений  (7-й ква-литет) и
(7-й ква-литет) и  (8-й квалитет). Отсюда следует, что часть звеньев должна изготавливаться по
(8-й квалитет). Отсюда следует, что часть звеньев должна изготавливаться по
7-му квалитету, а часть — по 8-му. При этом следует назначать допуски таким образом, чтобы допуск звена лежал в пределах между 7-м и 8-м квалитетами либо соответствовал одному из этих квалитетов.
Предельные отклонения на составляющие звенья, кроме , рекомендуется назначать на размеры, относящиеся к валам — по  относящиеся к отверстиям — по
относящиеся к отверстиям — по  ; на остальные —
; на остальные —  , т. е. симметричные предельные отклонения. 2
, т. е. симметричные предельные отклонения. 2
Результаты поэтапных расчетов внесены в табл. 4.3.
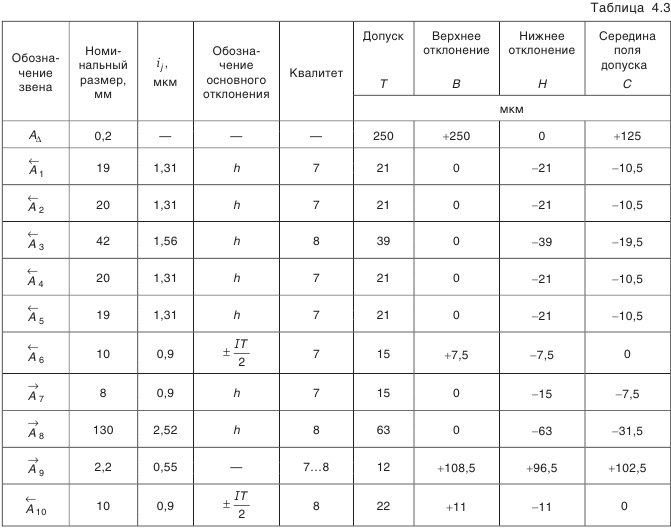
- Определение допуска звена
 . Воспользуемся формулой (4.2):
. Воспользуемся формулой (4.2):

- Определение предельных отклонений звена . Из формулы (4.3):
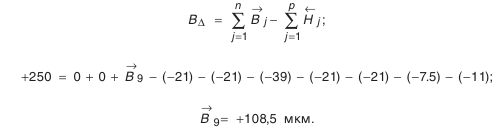
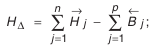

Чтобы убедиться в правильности проведенных расчетов, воспользуемся зависимостью (4.5) для координат середины полей допусков:
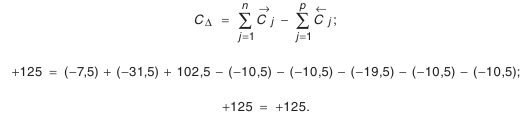
Это говорит о правильности проведенных вычислений.
Метод неполной взаимозаменяемости
Это метод, при котором требуемая точность замыкающего звена размерной цепи получается не при любых сочетаниях, а при ранее обусловленной части сочетаний размеров составляющих звеньев.
Сборка осуществляется без пригонки, регулировки и подбора звеньев.
Метод исходит из предположения, что сочетание действительных размеров составляющих звеньев в изделии носит случайный характер и вероятность того, что все звенья с самыми неблагоприятными сочетаниями окажутся в одном изделии, весьма мала.
Такой метод расчета, который учитывает рассеяние размеров и вероятность их различных сочетаний, называется вероятностным методом расчета. Другими словами, метод допускает малый процент изделий, у которых замыкающее звено выйдет за рамки поля допуска. При этом расширяются допуски составляющих цепь размеров, и тем самым снижается себестоимость изготовления деталей.
Задачей расчета является назначение допусков на составляющие звенья, соответствующих одинаковой степени точности.
Учитывая случайный характер сочетаний действительных размеров деталей в изделии, воспользуемся уравнением для определения дисперсии суммы независимых случайных величин:

Допустим, что погрешность всех звеньев изменяется по закону нормального распределения, а границы рассеяния размеров для составляющих звеньев  совпадают с границами полей допусков, тогда:
совпадают с границами полей допусков, тогда:

Для замыкающего звена допустим, что:

где  — коэффициент риска.
— коэффициент риска.
Формула (4.8) устанавливает связь между допуском на замыкающий размер и допусками на составляющие звенья.
Для того чтобы добиться одинаковой точности составляющих звеньев размерной цепи, воспользуемся известной формулой  и подставим ее в выражение (4.8). Потребуем, чтобы
и подставим ее в выражение (4.8). Потребуем, чтобы  у всех звеньев были одинаковыми, тогда:
у всех звеньев были одинаковыми, тогда:
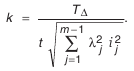
Значение характеризует точность, с которой следует изготовить все составляющие звенья размерной цепи при заданных условиях.
При обработке деталей разброс размеров у них может распределяться и не по закону Гаусса. В этом случае можно также воспользоваться формулой (4.9), только при этом следует поставить другие значения  .
.
Если предполагается, что рассеяние размеров близко, например, к закону Симпсона, то

При неизвестном характере рассеяния размеров рекомендуется принимать закон равной вероятности с

На основании предельных теорем теории вероятностей независимо от характера рассеяния размеров составляющих звеньев разброс размеров замыкающего звена размерной цепи будет близок к закону нормального распределения.
В зависимости от принятого процента риска  значения выбирают из ряда, приведенного в табл. 4.4.
значения выбирают из ряда, приведенного в табл. 4.4.

Пример
Вероятностный метод расчета рассмотрим на том же узле (см. рис. П.8.2). По техническим требованиям необходимо обеспечить осевой зазор  . Требуется назначить допуски и отклонения на составляющие звенья при
. Требуется назначить допуски и отклонения на составляющие звенья при  и нормальном законе распределения рассеяния размеров составляющих звеньев (процент брака и закон распределения студент выбирает сам).
и нормальном законе распределения рассеяния размеров составляющих звеньев (процент брака и закон распределения студент выбирает сам).
Допуски и отклонения на ширину подшипниковых колец и монтажную высоту подшипников качения, входящих в размерную цепь, назначать условно, как и на другие детали.
Решение
- Определение номинальных размеров составляющих звеньев.
Этот пункт решения задачи полностью соответствует первому пункту при расчете на максимум — минимум.
- Определение средней точности размерной цепи. Воспользуемся зависимостью (4.9):
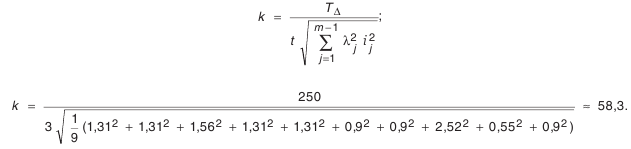
Найденное число единиц допуска лежит ближе к стандартному значению  , что соответствует 10-му квалитету. Допуски на все звенья назначаются по 10-му квалитету. 3. Определение истинного процента брака. Из формулы (4.8):
, что соответствует 10-му квалитету. Допуски на все звенья назначаются по 10-му квалитету. 3. Определение истинного процента брака. Из формулы (4.8):
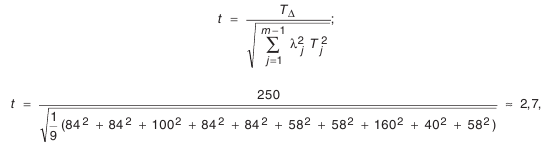
что соответствует 0.693% брака (значения процента брака определяется по табл. П.7.1 приложения).
Полагаем, что такой процент брака нас устраивает. Если же количество брака мы сочли бы чрезмерным, тогда необходимо было бы допуски на ряд звеньев назначить по 9-му квалитету. Результаты поэтапных расчетов внесены в табл. 4.5.
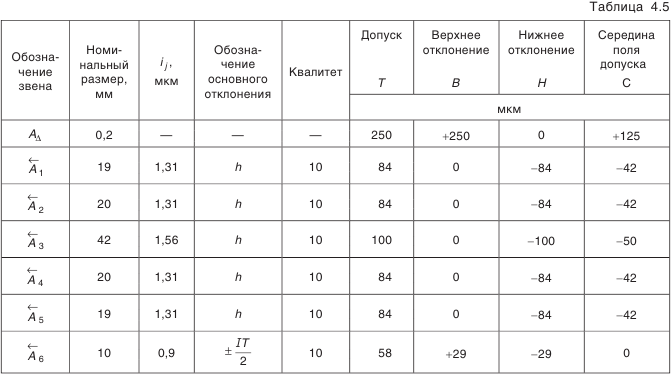
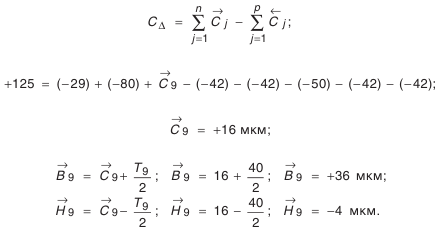
Вначале определим координату середины поля допуска звена по формуле (4.5):
Метод пригонки
Это метод, при котором требуемая точность замыкающего звена размерной цепи достигается изменением размера компенсирующего звена путем снятия с компенсатора слоя металла. Его суть состоит в том, что допуски на составляющие звенья назначаются по экономически приемлемым квалитетам, например по 12-14-му квалитетам. Получающийся после этого у замыкающего звена избыток поля рассеяния при сборке устраняют за счет компенсатора.
Смысл расчета заключается в определении припуска на пригонку, достаточного для компенсации величины превышения предельных значений замыкающего звена и вместе с тем наименьшего для сокращения объема пригоночных работ.
Роль компенсатора обычно выполняет деталь, наиболее доступная при разборке механизма, несложная по конструкции и неточная, например прокладки, шайбы, проставочные кольца и т. п.
Пример
Определить размеры заготовки компенсатора  для размерной цепи (см. рис. П.8.2, приложение 8). Замыкающее звено должно быть
для размерной цепи (см. рис. П.8.2, приложение 8). Замыкающее звено должно быть  .
.
Решение
- Определение номинальных размеров составляющих звеньев.
Этот пункт решения задачи полностью соответствует первому пункту при расчете на максимум — минимум.
- Выбор и назначение допусков на составляющие звенья.
Считаем, что для размеров звеньев экономически приемлемым является 12-й квалитет. Назначаем по этому квалитету допуски на все размеры, кроме допусков на монтажную высоту шариковых радиальных подшипников, которые условно принимаются по табл. П.7.2 приложения 7, и на звено  , которое выбрали в качестве компенсатора.
, которое выбрали в качестве компенсатора.
- Определение наибольшей величины компенсации. По формуле (4.2):

Нетрудно заметить, что сумма допусков составляющих звеньев значительно превосходит допуск  , т. е. колебание размера замыкающего звена от изделия к изделию значительно увеличится.
, т. е. колебание размера замыкающего звена от изделия к изделию значительно увеличится.
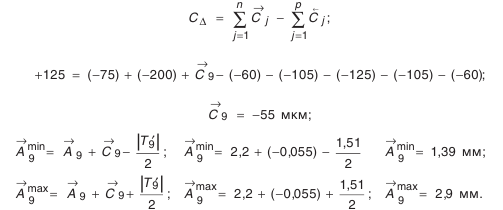
Наибольшая расчетная компенсация избыточного колебания размера замыкающего звена:

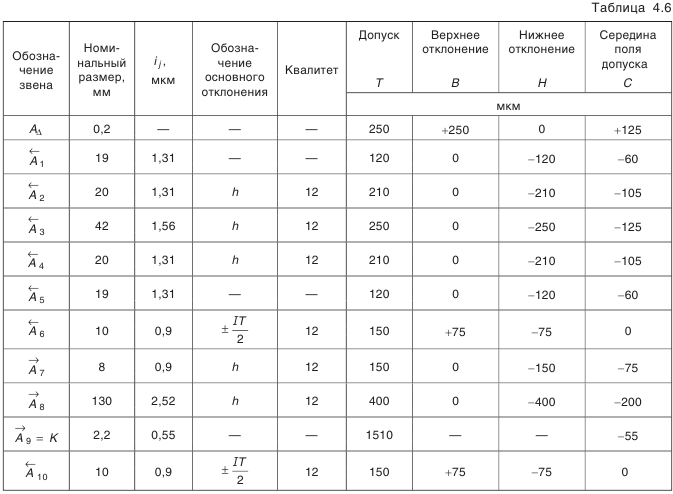
Следовательно, при самом неблагоприятном сочетании размеров надо с компенсатора снять слой материала толщиной 1,51 мм, чтобы замыкающее звено попало в предписанные пределы. Результаты расчетов представлены в табл. 4.6.
- Определение предельных размеров компенсатора звена .
Вначале определим координату середины поля допуска звена :
- Определение размера заготовки компенсатора.
Исполнительный размер заготовки компенсатора определяется его наибольшей величиной, так как в прочих случаях он будет подгоняться.
Для изготовления компенсатора на него надо назначить приемлемый допуск, например, по тому же 12-му квалитету  , но так, чтобы его наименьший размер был не менее 2,9 мм:
, но так, чтобы его наименьший размер был не менее 2,9 мм:

Метод регулирования с применением неподвижного компенсатора
Это метод, при котором требуемая точность замыкающего звена размерной цепи достигается изменением компенсирующего звена без снятия слоя металла.
Его суть состоит в том, что избыток поля рассеивания замыкающего звена устраняют путем подбора компенсатора из некоторого количества компенсаторов, заранее изготовленных с различными размерами.
Смысл расчета заключается в определении наименьшего количества компенсаторов в комплекте.
Пример
Определить размеры компенсационных прокладок в комплекте для размерной цепи (см. рис. П.8.2, приложение 8). Замыкающее звено должно быть

Решение
Прежним порядком (см. метод пригонки) устанавливаем номинальные размеры и назначаем допуски на составляющие звенья размерной цепи. Рассчитываем величину компенсации

и наименьший размер компенсатора в комплекте
- Определение числа компенсаторов в комплекте.
где  — сумма допусков всех составляющих звеньев без допусков на компенсатор;
— сумма допусков всех составляющих звеньев без допусков на компенсатор;  — допуск на отдельный компенсатор в комплекте. Допуск на отдельный компенсатор выбирается в пределах:
— допуск на отдельный компенсатор в комплекте. Допуск на отдельный компенсатор выбирается в пределах:




Найденное число компенсаторов в комплекте следует всегда округлять в бблыиую сторону, так как по формуле (4.10) определяется наименьшее число компенсаторов.

- Величина ступени компенсации.
- Размеры компенсаторов в комплекте.
Эта лекция взята со страницы лекций по допускам и посадкам:
Возможно вам будут полезны эти страницы:



Образовательный сайт для студентов и школьников
Копирование материалов сайта возможно только с указанием активной ссылки «www.lfirmal.com» в качестве источника.
© Фирмаль Людмила Анатольевна — официальный сайт преподавателя математического факультета Дальневосточного государственного физико-технического института
Расчет размерных цепей
Термины и определения
Размерная цепь — совокупность размеров, непосредственно участвующих в решении поставленной задачи и образующих замкнутый контур.
Обозначение: прописная буква русского или строчная буква греческого (кроме букв α, δ, ξ, λ, ω) алфавитов без индексов.
Примеры.
Задача: обеспечить совпадение оси заднего центра токарного станка с осью переднего центра в вертикальной плоскости.  Рисунок 1 — Размерная цепь А, определяющая расстояние А∆ между осями заднего и переднего центров токарного станка в вертикальной плоскости.
Рисунок 1 — Размерная цепь А, определяющая расстояние А∆ между осями заднего и переднего центров токарного станка в вертикальной плоскости.
Задача: получить в результате обработки требуемый размер радиуса валика.  Рисунок 2 — Размерная цепь В, определяющая размер В∆ радиуса валика, изготовляемого на токарном станке.
Рисунок 2 — Размерная цепь В, определяющая размер В∆ радиуса валика, изготовляемого на токарном станке.
Звено размерной цепи — один из размеров, образующих размерную цепь.
Обозначение: прописная буква русского или строчная буква греческого (кроме букв α, δ, ξ, λ, ω) алфавитов с индексом.  Рисунок 3 — Звено размерной цепи.
Рисунок 3 — Звено размерной цепи.
База — поверхность или выполняющее ту же функцию сочетание поверхностей, ось, точка, принадлежащая заготовке или изделию и используемая для базирования.
2. Звенья размерных цепей.
Замыкающее звено — звено размерной цепи, являющееся исходным при постановке задачи или получающееся последним в результате ее решения.
Обозначение: прописная буква русского или строчная буква греческого (кроме букв α, δ, ξ, λ, ω) алфавитов с индексом ∆.
 Рисунок 4 — А∆ — замыкающее звено.
Рисунок 4 — А∆ — замыкающее звено.  Рисунок 5 — А∆ — замыкающее звено.
Рисунок 5 — А∆ — замыкающее звено.
Составляющее звено — звено размерной цепи, функционально связанное с замыкающим звеном.
Увеличивающее звено — составляющее звено размерной цепи, с увеличением которого замыкающее звено увеличивается.
Уменьшающее звено — составляющее звено размерной цепи, с увеличением которого замыкающее звено уменьшается.
 1 — втулка; 2 — вал: А∆ -зазор; А1 — уменьшающее звено; А2 — Звенья размерной цепи. Рисунок 6 — Звенья размерной цепи.
1 — втулка; 2 — вал: А∆ -зазор; А1 — уменьшающее звено; А2 — Звенья размерной цепи. Рисунок 6 — Звенья размерной цепи.
Компенсирующее звено — составляющее звено размерной цепи, изменением значения которого достигается требуемая точность замыкающего звена.
Обозначается соответствующей буквой, заключенной в прямоугольник.
 Рисунок 7 — A1 — компенсирующее звено.
Рисунок 7 — A1 — компенсирующее звено.
Общее звено — звено, одновременно принадлежащее нескольким размерным цепям. Обозначение формируется из обозначений звеньев размерных цепей, в которые входит данное звено со знаком равенства между ними.
 Рисунок 8 — A3 = B1 — общее звено размерных цепей А и Б.
Рисунок 8 — A3 = B1 — общее звено размерных цепей А и Б.
3. Виды размерных цепей
Основная размерная цепь — размерная цепь, замыкающим звеном которой является размер, обеспечиваемый в соответствии с решением основной задачи.
Производная размерная цепь — размерная цепь, замыкающим звеном которой является одно из составляющих звеньев основной размерной цепи.
 Рисунок 9 — А — основная размерная цепь; Б — одна из производных размерных цепей (Б∆ = А2, где А2 — одно из звеньев основной размерной цепи).
Рисунок 9 — А — основная размерная цепь; Б — одна из производных размерных цепей (Б∆ = А2, где А2 — одно из звеньев основной размерной цепи).
Конструкторская размерная цепь — размерная цепь, определяющая расстояние или относительный поворот между поверхностями или осями поверхностей деталей в изделии.
Технологическая размерная цепь — размерная цепь, обеспечивающая требуемое расстояние или относительный поворот между поверхностями изготавливаемого изделия при выполнении операции или ряда операций сборки, обработки, при настройке станка, при расчете межпереходных размеров.
 Рисунок 10 — 1 — приспособление; 2 — заготовка; А∆ — размер, полученный в результате обработки.
Рисунок 10 — 1 — приспособление; 2 — заготовка; А∆ — размер, полученный в результате обработки.
Измерительная размерная цепь — размерная цепь, возникающая при определении расстояния или относительного поворота между поверхностями, их осями или образующими поверхности изготавливаемого или изготовленного изделия.
Линейная размерная цепь — размерная цепь, звеньями которой являются линейные размеры.
Угловая размерная цепь — размерная цепь, звеньями которой являются угловые размеры.
Обозначение звена угловой размерной цепи: строчная буква греческого алфавита (кроме букв α, δ, ξ, λ, ω) с индексом, соответствующим порядковому номеру звена.
 Рисунок 11 — Угловая размерная цепь β, определяющая параллельность поверхности 1 по отношению к поверхности 2.
Рисунок 11 — Угловая размерная цепь β, определяющая параллельность поверхности 1 по отношению к поверхности 2.
Плоская размерная цепь — размерная цепь, звенья которой расположены в одной или нескольких параллельных плоскостях.
Пространственная размерная цепь — размерная цепь, звенья которой расположены в непараллельных плоскостях.
Параллельно связанные размерные цепи — размерные цепи, имеющие одно или несколько общих звеньев.
 Рисунок 12 — Параллельно связанные размерные цепи.
Рисунок 12 — Параллельно связанные размерные цепи.
Последовательно связанные размерные цепи — размерные цепи, из которых каждая последующая имеет одну общую базу с предыдущей.
 а — а, б — б — общие базы Рисунок 13 — Последовательно связанные размерные цепи.
а — а, б — б — общие базы Рисунок 13 — Последовательно связанные размерные цепи.
Размерные цепи с комбинированной связью — размерные цепи, между которыми имеются параллельные и последовательные связи.
 а — а, — общая база Рисунок 14 — Размерные цепи с комбинированной связью.
а — а, — общая база Рисунок 14 — Размерные цепи с комбинированной связью.
4. Размеры и отклонения.
Номинальный размер — размер, относительно которого определяются предельные размеры и который служит также началом отсчета отклонений.
Истинный размер — размер, полученный в результате выполнения технологического процесса.
Измеренный размер — размер изделия, познанный в результате измерения.
Предельные размеры — два предельно допустимых размера, между которыми должен находиться или которым может быть равен действительный размер.
Наибольший предельный размер — больший из двух предельных размеров.
Наименьший предельный размер — меньший из двух предельных размеров.
Отклонение — алгебраическая разность между размером и соответствующим номинальным размером.
Верхнее отклонение — алгебраическая разность между наибольшим предельным и номинальным размерами.
Нижнее отклонение — алгебраическая разность между наименьшим предельным и номинальным размерами.
Допуск — разность между наибольшим и наименьшим предельными размерами или абсолютная величина алгебраической разности между верхним и нижним отклонениями.
Поле допуска — поле, ограниченное верхним и нижним отклонениями или наибольшим и наименьшим предельными размерами.
Координата середины поля допуска — координата, определяющая положение середины поля допуска относительно номинального размера.
5. Методы достижения точности замыкающего звена.
Метод полной взаимозаменяемости (метод max/min) — метод, при котором требуемая точность замыкающего звена размерной цепи достигается во всех случаях ее реализации путем включения составляющих звеньев без выбора, подбора или изменения их значений.
Метод неполной взаимозаменяемости — метод, при котором требуемая точность замыкающего звена размерной цепи достигается с некоторым риском путем включения в нее составляющих звеньев без выбора, подбора или изменения их значений.
Метод групповой взаимозаменяемости — метод, при котором требуемая точность замыкающего звена размерной цепи достигается путем включения в размерную цепь составляющих звеньев, принадлежащих к соответственным группам, на которые они предварительно рассортированы.
Метод пригонки — метод, при котором требуемая точность замыкающего звена размерной цепи достигается изменением значения компенсирующего звена путем удаления с компенсатора определенного слоя материала.
Метод регулирования — метод, при котором требуемая точность замыкающего звена размерной цепи достигается изменением значения компенсирующего звена без удаления материала с компенсатора.
6. Задачи и способы расчета размерных цепей.
Прямая задача — задача, при которой заданы параметры замыкающего звена (номинальное значение, допустимые отклонения и т.д.) и требуется определить параметры составляющих звеньев.
Обратная задача — задача, в которой известны параметры составляющих звеньев (допуски, поля рассеяния, координаты их середин и т.д.) и требуется определить параметры замыкающего звена.
http://lfirmal.com/postroenie-i-raschet-razmernyih-tsepej/
http://expert-i.ru/Article/Info