Практическая работа №10 «Составление уравнения кинематических цепей зубообрабатывающего станка»»

Инструкционная карта по дисциплине «Обработка металлов резанием, станки и инструменты» к практической работе №10 на тему «Составление уравнения кинематических цепей зубообрабатывающего станка» измененная и дополненная.
Просмотр содержимого документа
«Практическая работа №10 «Составление уравнения кинематических цепей зубообрабатывающего станка»»»
ИНСТРУКЦИОННАЯ КАРТА № 10
ПО ДИСЦИПЛИНЕ «ОБРАБОТКА МЕТАЛЛОВ РЕЗАНИЕМ, СТАНКИ И ИНСТРУМЕНТЫ»
Тема 6.3 Зубообрабатывающие станки
ПРАКТИЧЕСКАЯ РАБОТА №10
Тема «Составление уравнения кинематических цепей зубообрабатывающего станка»
Цель работы: Сформировать навыки составления уравнения кинематических цепей зубообрабатывающего станка.
Оборудование: Справочная литература, инструкционная карта, калькулятор.
Зубофрезерный станок, https://www.youtube.com/watch?v=QaQ1dYfn6Oc
Настройка зубофрезерного станка,
Справочник технолога-машиностроителя. Т.2./Под ред. А.Г. Косиловой и Р.К. Мещерякова. — М.: Машиностроение, 1986
Среди различных зубообрабатывающих станков наиболее распространены зубофрезерные станки, работающие червячной фрезой. К таким станкам относится станок 5М324А, конструктивные особенности которого во многом характерны для станков зубофрезерной группы. Станок предназначен для нарезания цилиндрических и червячных зубчатых колес в условиях крупносерийного и серийного производства.
Устройство зубофрезерного станка 5М324А (5К324А)
Станок 5М324А (рисунок 1) состоит из станины 1, на которой жестко закреплена стойка 8 и перемещается стол 17, с контрподдержкой 15. По направляющим стойки в вертикальном направлении перемещается каретка 11 с суппортом 13, несущим инструмент. В станине 1 размещены коробка 2 со сменными зубчатыми колесами гитары главного движения. Главный электродвигатель, приводящий во вращение стол с нарезаемым зубчатым колесом 23 и инструментальный шпиндель с червячной фрезой 24, находится с задней стороны станины. В станине размещен транспортер стружки, приводимый во вращение от отдельного электродвигателя. Резервуар для СОЖ находится в станине, откуда она насосом подается в зону обработки, а ее количество регулируется краном 12. Стойка 8 служит для размещения коробки 3 с механизмами перемещения каретки 11, которую можно перемещать вручную за квадрат 5 или автоматически, поворачивая рукоятку 4 в положение включения автоматической подачи. Под крышкой в находятся сменные зубчатые колеса гитары деления и сменные зубчатые колеса гитары дифференциала. На передней стенке стойки укреплен пульт управления 7. Каретка 11 снабжена передвигаемыми упорами 9 и 10, которые регулируют величину хода каретки. Упоры воздействуют на расположенные в стойке конечные выключатели, отключающие электродвигатель вертикального перемещения каретки. В корпусе стола 17 находится шпиндель, на котором устанавливают нарезаемое зубчатое колесо 23. Сверху корпуса стола 17 жестко закрепленаконтрподдержка 15 с поворотным кронштейном 14, который служит для центрирования оправки с заготовкой. Кронштейн поднимается и опускается гидроцилиндром, управляемым вручную краном 16. Корпус стола 17 можно перемещать вручную, вращая винт с квадратом 19. Рукояткой 18 устанавливают в определенное положение упоры стола. Вращением вручную валика 21 осуществляют смазку механизмов, расположенных в столе. На корпусе стола размещены упоры 20 и 22, которые нажимают на конечные выключатели, дающие команду на ускоренный подвод стола. По точности станок соответствует классу H (нормальная точность) и обладает высокой степенью автоматизации. Основные технические данные зубофрезерного станка 5М324А:
— Наибольший диаметр нарезаемых прямозубых колес, мм 500
— Наибольший модуль нарезаемых колес, мм 8
— Наибольшая длина зуба нарезаемых прямозубых колес, мм 350
— Наибольший угол наклона зубьев, град ±60
— Наименьшее число нарезаемых зубьев 12
— Наибольшие размеры устанавливаемой червячной фрезы, мм:
— Частота вращения червячной фрезы, об/мин 50 . . . 315
— Пределы вертикальной подачи червячной фрезы, мм /об 0,68 . . . 6,10
— Пределы радиальной подачи стола, мм/об 0,20 . 1,85
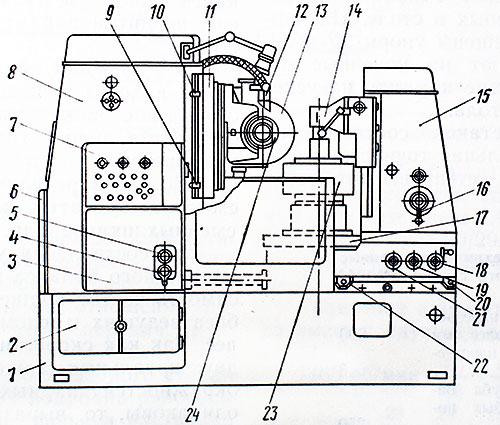
Рисунок 1 — Зубофрезерный станок 5М324А:
1 — станина, 2— коробка скоростей, 3 — распределительная коробка, 4 — валик ручного перемещения каретки, S — рукоятка автоматического перемещения каретки, 6 — коробка деления, 7 — пульт управления, 8 — стойка, 9, 10 — упоры регулирования хода каретки, 11 — каретка, 12 — кран охлаждения, 13 — суппорт, 14 — кронштейн, 15 — контрподдержка, 16 — кран перемещения кронштейна, 17 — стол, 18 — рукоятка установки упоров, 19 — винт перемещения стола, 20, 22 — упоры подвода стола, 21 — рукоятка смазки стола, 23 — заготовка, 24 — червячная фреза
В станке инструмент и заготовка связаны между собой и с источником движения, которым чаще всего является электродвигатель. Последовательный ряд сцепляющихся пар зубчатых, червячных и ременных передач, по которым вращение от какого-либо вала передается исполнительному органу, называют кинематической цепью. Так как параметры обработки зубчатых колес разнообразны и зависят от числа обрабатываемых зубьев, модуля, применяемого инструмента и т. д., то каждая кинематическая цепь имеет свой орган настройки. Кинематическая настройка станка в основном сводится к определению параметров органов настройки, с помощью которых должно быть достигнуто необходимое перемещение конечных звеньев кинематической цепи. Такие перемещения называют расчетными и используют для составления уравнения кинематического баланса, в которое еще входит и параметр органа настройки. Из уравнения кинематического баланса находят зависимость параметра органа настройки от постоянных коэффициентов цепи. Такая зависимость называется формулой настройки. По ней определяют числа зубьев сменных зубчатых колес, диаметры сменных шкивов и др. При составлении уравнения кинематического баланса используют зависимость частот вращения от чисел зубьев ведущих и ведомых зубчатых колес. Так как скорости вращения точек двух начальных (тоже и делительных) окружностей парных зубчатых колес одинаковы, то, выразив их через диаметр и частоту вращения, можно записать π*d1*n1 = π*d2*n2 или, заменив диаметр зубчатого колеса на его выражение через модуль и число зубьев, имеем π*mz1*n1 = π*mz2*n2.
где n2 — частота вращения ведомого зубчатого колеса; n1 — частота вращения ведущего зубчатого колеса; z1/z2 — передаточное отношение (i) зубчатой передачи. Передаточное отношение кинематической цепи, связывающее вращение каких-либо ее валов, равно произведению передаточных отношений составляющих эту цепь передач: ie = i1*i2*i3.
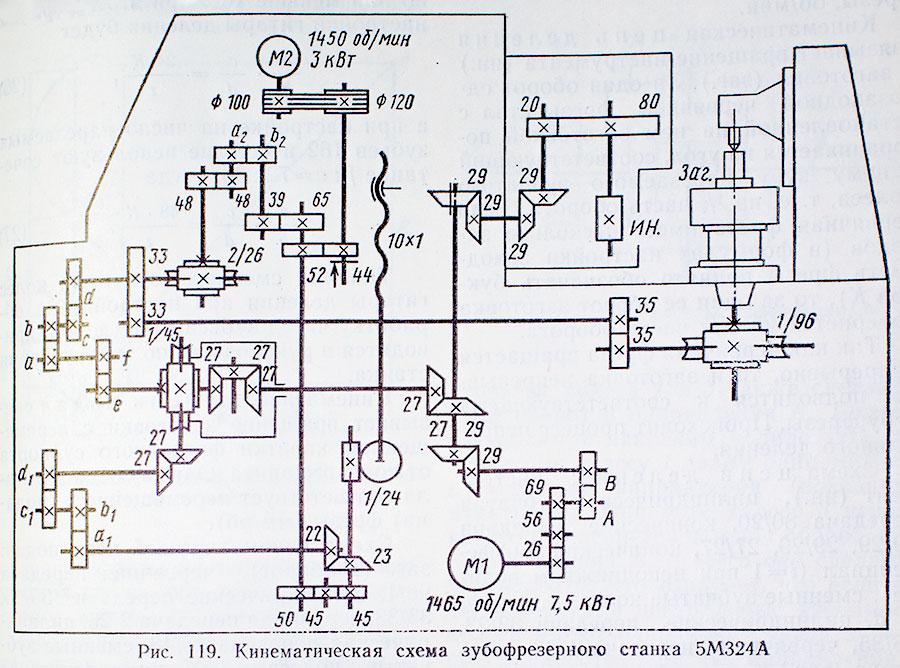
Рисунок 2 – Кинематическая схема зубофрезерного станка
На примере зубофрезерного станка 5М324А (рисунок 2) подробно разберем методику вывода формул настройки кинематических цепей зубообрабатывающих станков. Кинематическая схема станка слагается из следующих кинематических цепей: главного движения, деления, подач и дифференциала.
Цепь главного движения связывает вращение инструмента (ин.) с вращением главного электродвигателя следующим образом: электродвигатель М1 (1465об/мин), цилиндрические зубчатые передачи 26/56, 56/69, сменные зубчатые колеса А и В, конические зубчатые колеса 29/29, 29/29, 29/29, цилиндрическая передача 20/80, инструмент. Уравнение кинематического баланса имеет следующее выражение:

Конечные звенья обозначены: заг. — заготовка, ин. — инструмент, M1, М2 — электродвигатели. Решая это уравнение, находим формулу настройки гитары главного движения
где А и В — числа зубьев сменных зубчатых колес; nфр — частота вращения фрезы, об/мин.
Кинематическая цепь деления связывает вращение инструмента (ин.) и заготовки (заг.). За один оборот однозаходной червячной фрезы стол с установленной на нем заготовкой поворачивается на угол, соответствующий одному зубу нарезаемого зубчатого колеса, т. е. на 1/z часть оборота. Если червячная фреза имеет несколько заходов (в формулах настройки заходность фрезы принято обозначать буквой К), то за один ее оборот заготовка повернется на K/z часть оборота. Так как червячная фреза вращается непрерывно, то и заготовка непрерывно подводится к соответствующему зубу фрезы. Происходит процесс непрерывного деления. Схема цепи деления: инструмент (ин.), цилиндрическая зубчатая передача 80/20, конические передачи 29/29, 29/29, 27/27, конический дифференциал (i=1 при неподвижномводиле), сменные зубчатые колеса е, f, а, b, с, d, цилиндрические передачи 33/33, 35/35, червячная передача 1/96, заготовка (заг.). Орган настройки этой кинематической цепи со сменными зубчатыми колесами а, b, с, d, е и f называют гитарой деления. Уравнение кинематического баланса:

отсюда находим формулу настройки гитары деления, включающую в искомой части зубчатые колеса с числами зубьев а, Ь, с и d:
Зубчатые колеса е и f устанавливают на постоянные оси в двух сочетаниях чисел зубьев:
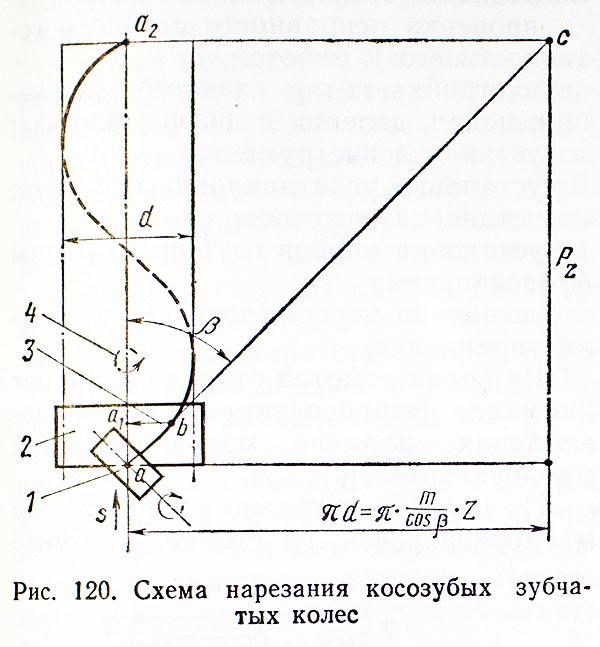
Рисунок 3 — Схема нарезания косозубых зубчатых колёс
Первое сочетание используют, если число зубьев нарезаемого колеса равно или меньше 161, при этом формула настройки гитары деления будет

а при настройке на число нарезаемых зубьев 162 и больше используют сочетание f : е = 72 : 36, тогда

Таблица сменных зубчатых колес гитары деления при настройке на обработку чисел зубьев от 12 до 200 приводится в руководстве по эксплуатации станка. Кинематическая цепь подач связывает вращение заготовки с перемещением каретки фрезерного суппорта от ходового винта. Одному обороту стола соответствует перемещение s (подача) фрезы (мм/об). Схема кинематической цепи подач: заг. (1 оборот), червячная передача 96/1, цилиндрические передачи 35/35, 33/33, червячная передача 2/26, цилиндрическая передача 48/48, сменные зубчатые колеса а2, b2, цилиндрические передачи 39/65, 50/45, 45/45, червячная передача 1/24, ходовой винт 10×1, суппорт. Уравнение кинематического баланса:

Отсюда получаем формулу настройки гитары подач где а2 и b2 — числа зубьев сменных зубчатых колес; s — величина вертикальной подачи, мм/об.

Кинематическая цепь дифференциала включается при нарезании косозубых зубчатых колес и связывает вращение заготовки с ходовым винтом вертикальной подачи (10×1). Схема нарезания таких зубчатых колес приведена на рис. 120. Нарезается правое зубчатое колесо 2 с перемещением червячной фрезы 1 в направлении снизу вверх вдоль оси зубчатого колеса, которое вращается в направлении 4. При перемещении фрезы из точки «а» в точку «a1», точка «b» зубчатого колеса также должна переместиться в точку «a1» — в данном случае в направлении 3, противоположном основному вращению 4. При прохождении фрезой пути из точки «а» в точку «а2», равного ходу зуба Pz, заготовка повернется на один оборот в направлении 3. Из геометрических построений, приведенных на рисунке 3, получим ход зуба по делительной окружности

В этой кинематической цепи основную роль играет механизм, называемый дифференциалом, назначение которого суммировать два вращательных движения (складывать или вычитать). В зубообрабатывающих станках применяют цилиндрические и конические дифференциалы. Принцип работы конического дифференциала показан на рисунке 4. Повернем мысленно весь дифференциал вокруг центральной оси I—III на один оборот в направлении А.
При этом зубчатые колеса 1 и 3 также сделают один оборот в направлении А.
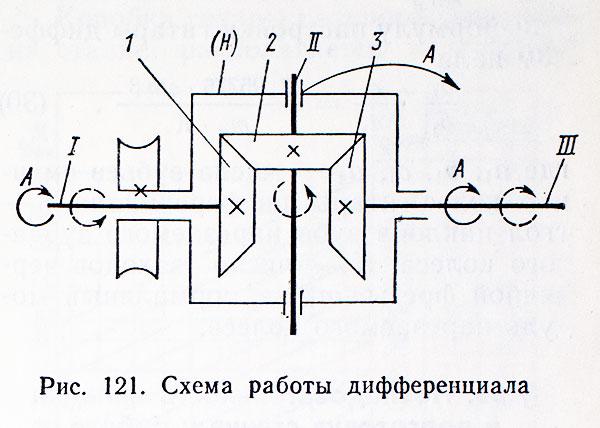
Рисунок 4 – Схема работы дифференциала
Теперь остановим и закрепим водило (H), а зубчатому колесу 1 дадим один оборот в обратном направлении (показано пунктиром). При этом колесо 3 через колесо 2 повернется на один оборот, но в направлении А, а всего оно сделает два оборота. Это означает, что если в дифференциале центральные зубчатые колеса имеют одинаковые числа зубьев и вращаются в разные направления, то передаточное отношение от водила к любому из центральных колес равно 2. Теперь снова вернемся к кинематической схеме (см. рисунок 2) и составим уравнение кинематического баланса цепи дифференциала, учитывая, что при перемещении инструмента на величину хода зуба (Pz) заготовка повернется на один оборот. Схема цепи дифференциала: ходовой винт 10×1, червячная передача 24/1, коническая передача 23/22, сменные зубчатые колеса гитары дифференциала a1b1c1d1, коническая передача 27/27, червячная передача 1/45, дифференциал (i=2), сменные зубчатые колеса гитары деления (i = 24K/z), цилиндрические передачи 33/33, 35/35, червячная передача 1/96, заготовка. Уравнение кинематического баланса:

Подставив в это уравнение значение Pz и преобразовав его, получим формулу настройки гитары дифференциала
где a1, b1, c1, d1 — числа зубьев сменных колес гитары дифференциала, β — угол наклона зуба нарезаемого зубчатого колеса, К — число заходов червячной фрезы, mn — нормальный модуль нарезаемого колеса.
Посмотреть видео 1. Изучить устройство зубофрезерного станка 5М324А.
Посмотреть видео 2. Изучить схемы цепи главного движения, цепи деления, цепи подач и цепи дифференциала. Изучить уравнения кинематического баланса и вывод формулы настроек гитары главного движения, гитары деления, гитары подач и гитары дифференциала.
Составить уравнения кинематического баланса и вывести формулы настроек гитары главного движения, гитары деления, гитары подач и гитары дифференциала.
Ответить на контрольные вопросы.
Составить уравнения кинематического баланса и вывести формулы настроек гитары главного движения, гитары деления.
Составить уравнения кинематического баланса и вывести формулы настроек гитары главного движения, гитары деления, гитары подач.
Составить уравнения кинематического баланса и вывести формулы настроек гитары главного движения, гитары деления, гитары подач и гитары дифференциала.
Цепь главного движения: электродвигатель М1 (1500 об/мин), цилиндрические зубчатые передачи 26/56, 56/69, сменные зубчатые колеса А и В, конические зубчатые колеса 27/27, 27/27, 27/27, цилиндрическая передача 20/80, инструмент.
Цепь деления: инструмент (ин.), цилиндрическая зубчатая передача 80/20, конические передачи 27/27, 27/27, 27/27, конический дифференциал (i=1 при неподвижномводиле), сменные зубчатые колеса е, f, а, b, с, d, цилиндрические передачи 33/33, 35/35, червячная передача 1/90, заготовка (заг.).
Цепь подач: заг. (1 оборот), червячная передача 90/1, цилиндрические передачи 35/35, 33/33, червячная передача 2/26, цилиндрическая передача 48/48, сменные зубчатые колеса а2, b2, цилиндрические передачи 39/65, 50/45, 45/45, червячная передача 1/24, ходовой винт 10×1, суппорт.
Цепи дифференциала: ходовой винт 10×1, червячная передача 24/1, коническая передача 23/22, сменные зубчатые колеса гитары дифференциала a1b1c1d1, коническая передача 27/27, червячная передача 1/45, дифференциал (i=2), сменные зубчатые колеса гитары деления (i = 24K/z), цилиндрические передачи 33/33, 35/35, червячная передача 1/90, заготовка.
Цепь главного движения: электродвигатель М1 (1400 об/мин), цилиндрические зубчатые передачи 26/56, 56/69, сменные зубчатые колеса А и В, конические зубчатые колеса 29/29, 29/29, 29/29, цилиндрическая передача 20/80, инструмент.
Цепь деления: инструмент (ин.), цилиндрическая зубчатая передача 80/20, конические передачи 29/29, 29/29, 27/27, конический дифференциал (i=1 при неподвижномводиле), сменные зубчатые колеса е, f, а, b, с, d, цилиндрические передачи 33/33, 35/35, червячная передача 1/96, заготовка (заг.).
Цепь подач: заг. (1 оборот), червячная передача 96/1, цилиндрические передачи 35/35, 33/33, червячная передача 2/26, цилиндрическая передача 48/48, сменные зубчатые колеса а2, b2, цилиндрические передачи 39/65, 50/45, 45/45, червячная передача 1/24, ходовой винт 10×1, суппорт.
Цепи дифференциала: ходовой винт 10×1, червячная передача 24/1, коническая передача 23/22, сменные зубчатые колеса гитары дифференциала a1b1c1d1, коническая передача 27/27, червячная передача 1/45, дифференциал (i=2), сменные зубчатые колеса гитары деления (i = 24K/z), цилиндрические передачи 33/33, 35/35, червячная передача 1/96, заготовка.
Цепь главного движения: электродвигатель М1 (1450 об/мин), цилиндрические зубчатые передачи 26/56, 56/69, сменные зубчатые колеса А и В, конические зубчатые колеса 29/29, 29/29, 27/27, цилиндрическая передача 20/80, инструмент.
Цепь деления: инструмент (ин.), цилиндрическая зубчатая передача 80/20, конические передачи 29/29, 29/29, 27/27, конический дифференциал (i=1 при неподвижномводиле), сменные зубчатые колеса е, f, а, b, с, d, цилиндрические передачи 33/33, 35/35, червячная передача 1/86, заготовка (заг.).
Цепь подач: заг. (1 оборот), червячная передача 86/1, цилиндрические передачи 35/35, 33/33, червячная передача 2/26, цилиндрическая передача 48/48, сменные зубчатые колеса а2, b2, цилиндрические передачи 39/65, 50/45, 45/45, червячная передача 1/24, ходовой винт 10×1, суппорт.
Цепи дифференциала: ходовой винт 10×1, червячная передача 24/1, коническая передача 23/23, сменные зубчатые колеса гитары дифференциала a1b1c1d1, коническая передача 27/27, червячная передача 1/45, дифференциал (i=2), сменные зубчатые колеса гитары деления (i = 24K/z), цилиндрические передачи 33/33, 35/35, червячная передача 1/96, заготовка.
Цепь главного движения: электродвигатель М1 (1460 об/мин), цилиндрические зубчатые передачи 26/56, 56/69, сменные зубчатые колеса А и В, конические зубчатые колеса 29/29, 29/29, 29/29, цилиндрическая передача 20/80, инструмент.
Цепь деления: инструмент (ин.), цилиндрическая зубчатая передача 80/20, конические передачи 29/29, 29/29, 27/27, конический дифференциал (i=1 при неподвижномводиле), сменные зубчатые колеса е, f, а, b, с, d, цилиндрические передачи 33/33, 35/35, червячная передача 1/92, заготовка (заг.).
Цепь подач: заг. (1 оборот), червячная передача 92/1, цилиндрические передачи 35/35, 33/33, червячная передача 2/26, цилиндрическая передача 48/48, сменные зубчатые колеса а2, b2, цилиндрические передачи 39/65, 50/45, 45/45, червячная передача 1/24, ходовой винт 10×1, суппорт.
Цепи дифференциала: ходовой винт 10×1, червячная передача 24/1, коническая передача 23/23, сменные зубчатые колеса гитары дифференциала a1b1c1d1, коническая передача 27/27, червячная передача 1/45, дифференциал (i=2), сменные зубчатые колеса гитары деления (i = 24K/z), цилиндрические передачи 33/33, 35/35, червячная передача 1/92, заготовка.
Цепь главного движения: электродвигатель М1 (1450 об/мин), цилиндрические зубчатые передачи 26/56, 56/69, сменные зубчатые колеса А и В, конические зубчатые колеса 29/29, 29/29, 29/29, цилиндрическая передача 10/40, инструмент.
Цепь деления: инструмент (ин.), цилиндрическая зубчатая передача 40/10, конические передачи 29/29, 29/29, 27/27, конический дифференциал (i=1 при неподвижномводиле), сменные зубчатые колеса е, f, а, b, с, d, цилиндрические передачи 33/33, 35/35, червячная передача 1/98, заготовка (заг.).
Цепь подач: заг. (1 оборот), червячная передача 98/1, цилиндрические передачи 35/35, 33/33, червячная передача 2/26, цилиндрическая передача 48/48, сменные зубчатые колеса а2, b2, цилиндрические передачи 39/65, 50/45, 45/45, червячная передача 1/24, ходовой винт 10×1, суппорт.
Цепи дифференциала: ходовой винт 10×1, червячная передача 24/1, коническая передача 23/22, сменные зубчатые колеса гитары дифференциала a1b1c1d1, коническая передача 27/27, червячная передача 1/45, дифференциал (i=2), сменные зубчатые колеса гитары деления (i = 24K/z), цилиндрические передачи 33/33, 35/35, червячная передача 1/98, заготовка.
Цепь главного движения: электродвигатель М1 (1460 об/мин), цилиндрические зубчатые передачи 26/56, 56/69, сменные зубчатые колеса А и В, конические зубчатые колеса 27/27, 27/27, 27/27, цилиндрическая передача 20/60, инструмент.
Цепь деления: инструмент (ин.), цилиндрическая зубчатая передача 60/20, конические передачи 27/27, 27/27, 29/29, конический дифференциал (i=1 при неподвижномводиле), сменные зубчатые колеса е, f, а, b, с, d, цилиндрические передачи 35/35, 37/37, червячная передача 1/80, заготовка (заг.).
Цепь подач: заг. (1 оборот), червячная передача 80/1, цилиндрические передачи 35/35, 33/33, червячная передача 2/26, цилиндрическая передача 48/48, сменные зубчатые колеса а2, b2, цилиндрические передачи 39/65, 50/45, 45/45, червячная передача 1/24, ходовой винт 10×1, суппорт.
Цепи дифференциала: ходовой винт 10×1, червячная передача 24/1, коническая передача 23/23, сменные зубчатые колеса гитары дифференциала a1b1c1d1, коническая передача 29/29, червячная передача 1/45, дифференциал (i=2), сменные зубчатые колеса гитары деления (i = 24K/z), цилиндрические передачи 33/33, 35/35, червячная передача 1/80, заготовка.
К какой группе и типу относится станок 5М324А? Расшифруйте марку станка.
Какие зубообрабатывающие станки наиболее распространены?
Перечислите основные конструктивные элементы станка 5М324А. Какому классу точности соответствует станок?
Наибольший диаметр нарезаемых прямозубых колес у станка 5М324А?
Наибольший модуль нарезаемых колес у станка 5М324А?
Что называют кинематической цепью станка?
Какая зависимость называется формулой настройки?
Из каких кинематических цепей складывается кинематическая схема станка?
Что связывает цепь главного движения?
Что связывает кинематическая цепь деления?
Что связывает кинематическая цепь подач?
Что связывает кинематическая цепь дифференциала?
Вывод: в ходе выполнения практической работы мы изучили …………. приобрели навыки …………
Расчет настройки зубофрезерного станка модели 5В310 (стр. 2 )
 | Из за большого объема этот материал размещен на нескольких страницах: 1 2 |

Для настройки гитар деления, подач и дифференциала станок снабжают общим набором сменных зубчатых колес в количестве 43 штук со следующими числами зубьев:шт); 23; 24;шт.); 30; 33; 34; 35; 37; 40; 41; 43; 45; 47; 48; 50; 53; 55; 57; 59; 60; 61; 62; 65; 67; 70; 73; 75; 79; 80; 83; 85; 89; 90; 92; 95; 97; 98; 100.
Например, необходимо настроить цепь деления для нарезания зубчатого колеса с числом зубьев равным 52 однозаходной фрезой.

Подбор колес в гитару деления должен быть осуществлен с абсолютной точностью, т. е. недопускается приближенный подбор, так как в этом случае не будет обеспечена обработка колеса. После подбора колес проверяется возможность их установки путем проверки условия сцепляемости:
5.3. Настройка гитары вертикальной подачи.
Вертикальной подачей называется величина перемещения фрезерного суппорта вдоль оси заготовки за один ее оборот, т. е. за один оборот стола с заготовкой фрезерный суппорт должен переместиться на величину подачи, выбор которой в основном зависит от требуемой шероховатости поверхности и точности изготовления.
Для чернового фрезерования рекомендуется принимать величину подачи 2-3 мм/об, а при чистовом фрезеровании для средних модулей — 1-1,5 мм/об. Слишком малая величина подачи вызывает скольжение фрезы по материалу и вызывает преждевременный ее износ.
Кинематическая цепь вертикальной подачи связывает вращение стола и перемещение фрезерного суппорта. Уравнение кинематического баланса цепи вертикальной подачи имеет следующий вид:
 (7)
(7)
Из этого уравнения передаточное отношение гитары подач:
 (8)
(8)
где:  – вертикальная подача в мм/об.
– вертикальная подача в мм/об.
Зубчатые колеса в гитару подбираются из общего набора с учетом отсутствия колес используемых в гитаре деления. Возможно приближенное обеспечение требуемого передаточного отношения в сторону несколько меньшей величины подачи. После подбора аналогично (см. п.5.2) проводится проверка на сцепляемость.
5.4. Особенности настройки станка на нарезание цилиндрических зубчатых колес с винтовым зубом.
Наладка станка на обработку цилиндрических колес с винтовым зубом производится в том же порядке, как и для прямозубых, но заготовке, помимо основного обкаточного движения, сообщается дополнительное вращение в том или другом направлении для обеспечения получения необходимого угла наклона зубьев на нарезаемом колесе.
При нарезании винтовых зубьев фреза должна переместиться на величину шага Т винтовой линии зуба, а заготовка за это время дополнительно повернуться на один оборот. Дополнительное вращение заготовки осуществляется по отдельной кинематической цепи (цепь дифференциала), с помощью которой вращательное движение складывается с вращательным движением заготовки, получаемым последней по цепи деления.
Указанные движения суммируются дифференциалом, посредством которого настроенное на станке дополнительное вращение складывается с основным или вычитается из него, в зависимости от направления винтовых линий фрезы и нарезаемого колеса. Дополнительный поворот заготовки сообщается настройкой гитары дифференциала. Если направление винтовой линии зубчатого колеса и витков фрезы одноименные (т. е. оба левые или оба правые), то сообщаемое столу по цепи дифференциала дополнительное движение направлено в сторону основного. Если же направления винтовых линий зубчатого колеса и фрезы разноименные (т. е. колесо правое, а фреза левое или наоборот), то дополнительное движение будет направлено в обратную сторону основному движению.
Конечными элементами кинематической цепи дополнительного вращения заготовки будут ходовой винт вертикальной подачи и червячная пара 1/72 стола с заготовкой.
Уравнение кинематического баланса цепи дифференциала:
 (9)
(9)
где:  — шаг винтовой линии нарезаемого зубчатого колеса, определяемый по формуле;
— шаг винтовой линии нарезаемого зубчатого колеса, определяемый по формуле;
 (10)
(10)
где:  .– передаточное отношение дифференциала, равное 2;
.– передаточное отношение дифференциала, равное 2;  — передаточное отношение гитары деления, найденное ранее; mн – нормальный модуль нарезаемого колеса; b — угол наклона зубьев на нарезаемом колесе.
— передаточное отношение гитары деления, найденное ранее; mн – нормальный модуль нарезаемого колеса; b — угол наклона зубьев на нарезаемом колесе.
Решая уравнение кинематического баланса относительно гитары дифференциала, получим расчетное передаточное отношение гитары дифференциала:
 (11)
(11)
Полученное при расчете передаточное отношение гитары дифференциала (десятичная дробь) с помощью специальных таблиц [1] превращается в простую дробь или произведение двух простых дробей, числитель и знаменатель которых соответствуют числам зубьев сменных зубчатых колес a2, b2, c2, d2. Передаточное отношение гитары дифференциала должно быть обеспечено с точностью до 5…6 знака после запятой. При более грубой настройке проводится расчет погрешности обеспечиваемого угла наклона зубьев. По формуле (12) определяется фактически получаемый угол наклона зубьев. А затем, исходя из требований, предъявляемых к точности обработки оценивается возможность обработки.
 (12)
(12)
Допускаемые отклонения на погрешность направления зуба цилиндрического колеса у торца колеса Fβ по ГОСТ 1643-72 приведены в табл.2.
Нормы допуска на погрешность направления зуба (в мкм).
Наладка зубофрезерного полуавтомата 5М32 на нарезание прямозубых цилиндрических колес.
Наладка станка на нарезание прямозубых цилиндрических колес. Фрезу устанавливают под углом φ к горизонтали, равным углу подъема витков червячной фрезы (рис. 142, а). Для обработки прямозубого колеса требуется три формообразующих движения: главное движение, движение обкатки и деления, вертикальная подача.
Главное движение полуавтомата 5М32 (см. рис. 141) осуществляется от электродвигателя M1 (N = 7,5 кВт, n= 1460 мин -1 ) через зубчатую пару z = 26-63, коробку скоростей, вал IV, зубчатые передачи z = = 29-29, z = 29-29, z = 29-29, z = 20-80. Переключение электромагнитных муфт М 1 -М 6 обеспечивает девять значений частот вращения фрезы. Уравнение кинематического баланса для минимальной частоты вращения фрезы

Движение деления и обкатывания станка 5М32 связывает вращение фрезы и заготовки. Соответствующая кинематическая цепь имеет следующий вид: червячная фреза, зубчатые пары z = 80-20, z= 29-29, z = = 29-29, z = 27-27, дифференциал, передачи z = 58-58, e-f, гитара сменных колес a-b, с-d, зубчатые передачи z = 33-33, z=35-35, делительная червячная пара z = 1-96. При работе правозаходной фрезой движение с вала XIII передается на вал XV, минуя зубчатую передачу z = 58-58.
Рис. 141. Кинематическая схема зубофрезерного полуавтомата 5М32
Цепь деления и обкатывания налаживают, исходя из условия: за один оборот z 1 — заходной фрезы заготовка должна совершить z 1 /z оборотов, где z — число зубьев нарезаемого колеса:

где i диф — передаточное отношение дифференциала.
При нарезании прямозубых колес дифференциал работает как обычная зубчатая передача, поэтому передаточное отношение i диф = =1. Зубчатые колеса е и f служат для расширения диапазона регулирования сменных колес гитары деления, их подбирают следующим образом: при z 161 е : f= =36:72.
Подставив указанные значения и решая уравнение относительно а-b, с-d, получим
К станку прилагается следующий набор сменных колес для гитар деления и дифференциала: 23, 24, 25 (2 шт.), 30, 33, 34, 35, 37, 40, 40, 41, 43, 45, 47, 48, 50, 53, 55, 58, 59, 60, 61, 62, 65, 67, 70, 71, 73, 75, 79, 80, 83, 85, 87, 89, 90, 92, 95, 98, 100.
Вертикальная подача полуавтомата 5М32 фрезы осуществляется по следующей кинематической цепи: стол, червячная пара z = 96-1, зубчатые передачи z = 35-35, z = 33-33, червячная пара z = 2-26, коробка подач с электромагнитными муфтами, передачи z = 45-55, z = 50-45-45 (включена муфта М 16 ), червячная пара z = 1-24, ходовой винт XXV с шагом Р х.в =10 мм. Переключением электромагнитных муфт М 7 -М 12 обеспечивается девять значений подачи. Подачу реверсируют переключением муфт M 13 и М 14 . Расчетные перемещения для цепи вертикальной подачи: за один оборот заготовки фреза должна переместиться на величину вертикальной подачи S в . Уравнение кинематической цепи

откуда S в =2i к.п где i к.п — передаточное отношение коробки подач.
Ускоренные вертикальные перемещения фрезы зубофрезерного полуавтомата 5М32 осуществляются от электродвигателя М2 (N = 3 кВт, n=1430 мин -1 ) по следующей кинематической цепи:
http://pandia.ru/text/78/504/43540-2.php
http://delta-grup.ru/bibliot/35/164.htm