Общая методика настройки кинематических цепей металлорежущих станков
Настройка цепи в металлорежущих станках осуществляется при помощи механизмов настройки (коробок подач или скоростей) или сменных механизмов.
Под настройкой кинематической цепи понимается определение по исходным данным передаточного числа цепи, обеспечивающего необходимую скорость ведомого звена. Кинематические характеристики цепи, необходимые для настройки, берутся из паспорта станка или определяются в результате анализа этой цепи. Как правило, расчетные значения не соответствуют паспортным данным передаточных чисел механизмов настройки станка. Допустимая величина погрешности настройки зависит от назначения цепи и виде обработки. Например при точении допустимая погрешность настройки цепи подачи существенно выше чем при нарезании резьбы.
Рекомендуемая последовательность настройки кинематической цепи следующая: по данным режима резания определяется требуемая скорость движения ведомого звена; рассчитывается величина переменной частоты общего передаточного числа настраиваемой цепи, обеспечивающая требуемую скорость движения ведомого звена; определяющая все значения переменной части общего передаточного числа настраиваемой кинематической цепи; сопоставляя все значения переменной части передаточного числа с расчетным выбирается вариант кинематических связей, обеспечивающих к требуемой скорость движения ведомого звена.
Рассмотрим методику настройки кинематической цепи металлорежущего станка на примере коробки скоростей (рис.2)
Исходные данные: скорость резания V=100 м/мин, диаметр обрабатываемой заготовки d=55 мм, частота вращения вала электродвигателя n=1450 мин -1 .
Задание: необходимо определить вариант кинематических связей в коробке скоростей для получения заданной скорости резания.
1. Определим требуемую частоту вращения шпинделя
nшп=  , мин -1 ; nшп=
, мин -1 ; nшп=  = 580 мин -1
= 580 мин -1
2. Из уравнений (1) и (2) рассчитываем переменную часть общего передаточного числа кинематической цепи коробки скоростей:
 U’рас=
U’рас=  =
=  =
= 
Из уравнения (3) и (4) определяем значение переменной части общего передаточного числа кинематической цепи коробки скоростей:
4. Сопоставляя значения переменных частей передаточного числа коробки скоростей с расчетным значением, выбираем вариант кинематических связей, обеспечивающих ближайшую меньшую к требуемой частоте вращения шпинделя. Допускается брать ближайшую большую если она не более чем на 50% отличается от расчётной. В данном случае вариантом кинематических связей, обеспечивающих ближайшую меньшую к расчетной частоте вращения шпинделя является вариант с передаточным числом U’1=0.49. Вариант U’1=0.78 брать нельзя т.к. в этом случае выбранная переменная часть передаточного числа цепи отличается от расчётной более чем на 5%.
Формула кинематических связей этого варианта имеет вид:
nэд →  → I →
→ I →  ∙
∙  → III →
→ III →  → nшп
→ nшп
При необходимости вычисляется погрешность настройки.
6. Кинематические цепи токарно-винторезного станка модели 16К20
7. При анализе кинематических цепей токарно-винторезного станка модели 16К20 необходимо использовать Приложение 4.
Привод главного движения
Главным движением является вращение шпинделя с заготовкой. Ведомое звено – шпиндель.
Вращение шпинделю передается от электродвигателя (N=10кВт, n=1460 об/мин) через клиноременную передачу 148/268, коробку скоростей (рис.3). Расположение в коробке скоростей муфты М1 служит для включения и изменения направления вращения шпинделя.
Существует две возможности передачи движения на шпиндель. Это цепь без перебора и с перебором.
Рис.3 Кинематическая схема станка 16К20
Главное движение (без перебора)
Nшп=1460 ∙  ∙
∙  (или
(или  ) ∙
) ∙  (или
(или  или
или  ) ∙
) ∙  (или
(или  )
)
Главное движение(с перебором)
Nшп=1460 ∙ ∙ (или ) ∙ (или или )∙  (или
(или  )
)  ∙
∙
Обратное вращение шпинделя (муфта М1 включается вправо):Nшп=  ∙
∙  и далее по вышеприведенным цепям.
и далее по вышеприведенным цепям.
Привод подач
Обеспечивает нарезание резьб и механические (продольные и поперечные) подачи. Ведущее звено – шпиндель. Ведомые звенья: — при нарезании резьб – ходовой винт; — для продольной подачи – реечное колесо; — для поперечной подачи – ходовой винт поперечной подачи.
Привод подачи состоит из звена увеличения шага, механизма реверса, гитары сменных колес, коробки подач и механизма передач фартука.
От шпинделя движение может непосредственно передаваться через зубчатую пару  или через звено увеличения шага, которое расположено в коробке скоростей и имеет три передаточных отношения(числа):
или через звено увеличения шага, которое расположено в коробке скоростей и имеет три передаточных отношения(числа):

U’1=  ∙ =2;
∙ =2;
U’2= ∙  ∙ =8;
∙ =8;
U’3= ∙ ∙  =32;
=32;
Для изменения направления вращения ходового винта служит реверсивный механизм: правое вращение винта получается при передаче вращения с вала V ’’ на вал Х через пару зубчатых колес  , а левое – через передачу
, а левое – через передачу 
 .
.
Гитара сменных колес 
 имеет две комбинации сменных колес. Для получения механической подачи и нарезания метрических и дюймовых резьб устанавливается отношение:
имеет две комбинации сменных колес. Для получения механической подачи и нарезания метрических и дюймовых резьб устанавливается отношение:
= 

Для получения модульных питчевых резьб устанавливается отношение:
= 
 .
.
Коробка подач имеет две основные цепи. Первая цепь предназначена для нарезания метрических и модульных резьб и для получения механической(продольной и поперечной) подачи. В этом случае муфты М2 и М3 выключены, а муфта М4 включена.
 ∙ (или
∙ (или  или ; или
или ; или  )→М4→
)→М4→  (или )∙
(или )∙  (или )→XVII.
(или )→XVII.
Вторая цепь служит для нарезания дюймовых и питчевых резьб. В этом случае включаются муфты М2 и М4 и выключается муфта М3:
∙  ∙
∙  (или
(или  или
или  или )→М3→
или )→М3→  ∙ (или ) (или )→XVI.
∙ (или ) (или )→XVI.
Блоки зубчатых колес 45-35, Б8 и Б9 называются множительным механизмом.
Множительный механизм обеспечивает получение четырех различных передающих отношений(чисел):
U’1= ∙ =1;
U’2= ∙ =  ;
;
U’3= ∙ =  ;
;
U’4= ∙ =  ;
;
При нарезании резьб движение с вала XVII передается далее через гайку М5 на ходовой винт XXI с шагом t=12мм.
Движение на ходовой винт может быть передано от гитары сменных колес на ходовой винт путем блокировки коробки подач(включаем муфты М2 и М3). Это проводится в случае нарезания нестандартных резьб и резьб повышенной точности. Необходимый шаг резьбы устанавливается подбором зубчатых колес гитары сменных колес.
При получении продольной или поперечной подач движение с вала XVII передается на ходовой вал через обгонную муфту М8(муфта М5 отключена). В этом случае, ходовой вал XXII получает движение через зубчатые передачи 23/40; 24/39; 28/35.
Механизм фартука. Передача движения осуществляется следующим образом: — продольная подача – прямая:
 ∙
∙  ∙
∙  ∙ (Mп) ∙
∙ (Mп) ∙  ∙
∙  ∙
∙  ∙ (М7) ∙
∙ (М7) ∙  ∙π∙3∙10;
∙π∙3∙10;
∙ ∙ ∙ (Mп) ∙ ∙ ∙ (М8) ∙ ∙π∙3∙10;
— поперечная подача – прямая:
 ∙ ∙ ∙ (Mп) ∙ ∙
∙ ∙ ∙ (Mп) ∙ ∙  ∙ (М8) ∙
∙ (М8) ∙  ∙
∙  ∙
∙  ∙5;
∙5;
∙ ∙ ∙ (Mп) ∙ ∙ ∙ ∙ (М10) ∙ ∙ ∙ ∙5;
На станке может быть установлен суппорт с механическим приводом поперечных салазок:
∙  ∙
∙  ∙
∙  ∙
∙  ∙
∙  ∙
∙  ∙ ∙5
∙ ∙5
Задания
Вариант 1
1. Написать формулу кинематических связей цепи скоростей при прямом вращении шпинделя. Определить число ступеней частот вращения шпинделя.
2. Записать уравнение кинематического баланса, определяющее максимальное значение продольной подачи при точении. Определить цепь, определяющую максимальную величину продольную подачу.
3. Провести настройку коробки скоростей для получения скорости резания V=70м/мин, при диаметре обрабатываемой заготовки d=50 мм(см.Приложение 3)
Вариант 2
1. Написать формулу кинематических связей скоростей при прямом вращении шпинделя. Определить диапазон регулировки частоты вращения шпинделя Др (9).
2. Написать уравнение кинематического баланса, определяющее максимальное значение поперечной подачи при точении. Определить цепь, обеспечивающую величину максимальной подачи при поперечном точении.
3. Произвести настройку коробки скоростей для получения скорости резания V= 40м/мин, при диаметре заготовки d=120мм(см. Приложение 3).
Вариант 3
1. Записать формулу кинематических связей цепи скоростей при обратном вращении шпинделя. Определить число ступеней частот вращения шпинделя для указанной цепи.
2. Написать уравнение кинематического баланса, определяющее минимальный шаг нарезаемой метрической резьбы. Определить цепь, обеспечивающую минимальную величину нарезания метрической резьбы.
3. Произвести настройку коробки скоростей для получения скорости резания V=100м/мин при диаметре заготовки d=60мм. (Приложение 3)
Вариант 4
1. Записать формулу кинематических связей цепи скоростей при прямом вращении шпинделя. Определить ее структурную формулу и число ступеней частот вращение шпинделя.
2. Записать уравнение кинематического баланса, определяющее минимальное значение продольной подачи при точении. Определить цепь, обеспечивающую получение минимальной величины продольной подачи.
3. Произвести настройку коробки скоростей для получения скорости резания V=80м/мин и диаметром обрабатываемой заготовки d=100мм. (Приложение 3)
Вариант 5
1. Записать уравнение кинематического баланса цепи скоростей при обратном вращении шпинделя. Определить структурную формулу и число ступеней частот вращения шпинделя.
2. Написать уравнение кинематического баланса, определяющее минимальное значение поперечной подачи при точении. Определить цепь, обеспечивающую величину минимальную подачи при поперечном точении.
3. Настроить коробку скоростей для получения скорости резания V=20м/мин при диаметре заготовки d=90 мм. (Приложение 3)
Вариант 6
1. Записать уравнение кинематического баланса цепи скоростей при прямом вращении шпинделя. Определить цепь, обеспечивающую максимальную частоту вращения шпинделя и диапазон частот вращения шпинделя.(9).
2. Написать уравнение кинематического баланса, определяющее максимальный шаг нарезаемой метрической резьбы. Определить цепь, обеспечивающую минимальный шаг нарезаемой метрической резьбы.
3. Произвести настройку коробки скоростей для получения скорости резания V=125м/мин при диаметре заготовки d=70 мм.
Вариант 7
1. Записать уравнение кинематического баланса цепи скоростей при прямом вращении шпинделя. Определить цепь, обеспечивающую минимальную частоту вращения шпинделя и диапазон частот вращения шпинделя.
2. Написать уравнение кинематического баланса, определяющее максимальное значение шага нарезаемой модульной резьбы. Определить цепь, обеспечивающую величину минимального значения шага модульной резьбы.
3. Произвести настройку коробки скоростей для получения скорости резания V=30м/мин при диаметре заготовки d=200 мм.
Вариант 8
1. Записать уравнение кинематического баланса цепи скоростей при обратном вращении шпинделя. Определить цепь, обеспечивающую минимальное значение величины обратной частоты вращения шпинделя и число частот вращения.
2. Написать уравнение кинематического баланса, определяющее минимальное значение шага нарезаемой дюймовой резьбы. Определить цепь, обеспечивающую величину минимального значения шага дюймовой резьбы.
3. Произвести настройку коробки скоростей для получения скорости резания V=160м/мин при диаметре заготовки d=55 мм.
Вариант 9
1. Записать формулу кинематических связей при прямом вращении шпинделя. Настроить минимальную частоту вращения шпинделя и число ступеней частот вращения шпинделя.
2. Написать уравнение кинематического баланса, определяющее минимальное значение шага нарезаемой модульной резьбы. Настроить минимальное значения шага нарезаемой модульной резьбы.
3. Произвести настройку коробки скоростей для получения скорости резания V=50м/мин при диаметре заготовки d=40 мм.
Вариант 10
1. Записать формулу кинематических связей при прямом вращении шпинделя. Определить число ступеней частот вращения шпинделя.
2. Написать уравнение кинематического баланса, определяющее максимальное значение продольной подачи при точении. Настроить коробку подач на максимальное значение продольной подачи.
3. Произвести настройку коробки скоростей для получения скорости резания V=28м/мин при диаметре заготовки d=30 мм.
Вариант 11
1. Записать формулу кинематических связей цепи скоростей при прямом вращении шпинделя. Определить диапазон регулирования частот вращения шпинделя.(Др)
2. Написать уравнение кинематического баланса, определяющее максимальное значение поперечной подачи при точении. Настроить коробку подач на максимальное значение поперечной подачи.
3. Произвести настройку коробки скоростей для получения скорости резания V=120м/мин при диаметре заготовки d=60 мм.
Вариант 12
1. Записать формулу кинематических связей цепи скоростей при обратном вращении шпинделя. Определить число ступеней частот вращения шпинделя.
2. Написать уравнение кинематического баланса, определяющее минимальный шаг нарезаемой метрической резьбы. Настроить коробку подач на минимальный шаг нарезаемой метрической резьбы.
3. Произвести настройку коробки скоростей для получения скорости резания V=75м/мин при диаметре заготовки d=48 мм.
Вариант 13
1. Записать формулу кинематических связей цепи скоростей при прямом вращении шпинделя. Определить число ступеней частот вращения шпинделя.
2. Написать уравнение кинематического баланса, определяющее минимальное значение продольной подачи при точении. Настроить коробку подач на максимальное значение продольной подачи.
3. Произвести настройку коробки скоростей для получения скорости резания V=45м/мин при диаметре заготовки d=90 мм.
Вариант 14
1. Записать формулу кинематических связей цепи скоростей при обратном вращении шпинделя. Определить число ступеней частот вращения шпинделя.
2. Написать уравнение кинематического баланса, определяющее минимальное значение поперечной подачи при точении. Настроить цепь подач с минимальной поперечной подачей.
3. Произвести настройку коробки скоростей для получения скорости резания V=60м/мин при диаметре заготовки d=25 мм.
Вариант 15
1. Записать уравнение кинематического баланса цепи скоростей при прямом вращении шпинделя. Записать кинематическую цепь, обеспечивающую минимальную частоту вращения шпинделя при прямом вращении шпинделя. Определить минимальную частоту вращения шпинделя и диапазон регулировок частот вращения шпинделя.
2. Написать уравнение кинематического баланса, определяющее максимальный шаг нарезаемой метрической резьбы. Настроить цеп подач на максимальное значение метрической резьбы.
3. Произвести настройку коробки скоростей для получения скорости резания V=55м/мин при диаметре заготовки d=85 мм.
Вариант 16
1. Записать уравнение кинематического баланса цепи скоростей при обратном вращении шпинделя. Настроить цепь скоростей на максимальную частоту вращения шпинделя. Определить диапазон регулировок частот вращения шпинделя.
2. Написать уравнение кинематического баланса, определяющее максимальное значение шага нарезаемой модульной резьбы. Настроить резьбонарезную цепь на минимальное значение шага нарезания модульной резьбы.
3. Произвести настройку коробки скоростей для получения скорости резания V=150м/мин при диаметре заготовки d=58 мм.
Вариант 17
1. Записать уравнение кинематического баланса цепи скоростей при обратном вращении шпинделя. Настроить коробку скоростей на максимальную частоту вращения шпинделя, а также определить число ступеней вращения шпинделя.
2. Написать уравнение кинематического баланса, определяющее максимальное значение шага нарезаемой дюймовой резьбы. Настроить резьбонарезную цепь на минимальное значение шага нарезания дюймовой резьбы.
3. Произвести настройку коробки скоростей для получения скорости резания V=105м/мин при диаметре заготовки d=56 мм.
Вариант 18
1. Записать уравнение кинематических связей цепи скоростей при прямом вращении шпинделя. Настроить цепь скоростей на максимальную частоту вращения шпинделя. Определить число ступеней вращения шпинделя.
2. Написать уравнение кинематического баланса, определяющее максимальное значение шага нарезаемой модульной резьбы.
3. Произвести настройку коробки скоростей для получения скорости резания V=90м/мин при диаметре заготовки d=120 мм.
Вариант 19
1. Записать уравнение кинематических связей цепи скоростей при прямом вращении шпинделя. Настроить цепь скоростей на максимальную частоту вращения шпинделя. Определить число ступеней вращения шпинделя.
2. Написать уравнение кинематического баланса, определяющее максимальное значение шага нарезаемой питчевой резьбы.
3. Произвести настройку коробки скоростей для получения скорости резания V=65м/мин при диаметре заготовки d=80 мм.
Вариант 20
1. Записать уравнение кинематических связей в цепи скоростей при прямом вращении шпинделя. Настроить цепь скоростей на максимальную частоту вращения шпинделя. Определить число ступеней вращения шпинделя.
2. Написать уравнение кинематического баланса, определяющее максимальное значение продольной подачи при точении. Настроить цепь продольной подачи на максимальное значение величины продольной подачей.
3. Произвести настройку коробки скоростей для получения скорости резания V=45м/мин при диаметре заготовки d=68 мм.
Вариант 21
1. Записать уравнение кинематических связей в цепи скоростей при прямом вращении шпинделя. Настроить цепь скоростей на минимальную частоту вращения шпинделя. Определить диапазон регулирования частот вращения шпинделя.(Др)
2. Написать уравнение кинематического баланса, определяющее максимальное значение поперечной подачи при точении. Настроить цепь поперечной подачи на максимальное значение величины поперечной подачи.
3. Произвести настройку коробки скоростей для получения скорости резания V=95м/мин при диаметре заготовки d=75 мм.
Вариант 22
1. Записать уравнение кинематических связей в цепи скоростей при обратном вращении шпинделя. Настроить цепь скоростей на минимальную частоту вращения шпинделя. Определить число ступеней вращения шпинделя.
2. Написать уравнение кинематического баланса, определяющее минимальное значение шага нарезаемой метрической резьбы.
3. Произвести настройку коробки скоростей для получения скорости резания V=125м/мин при диаметре заготовки d=55 мм.
Вариант 23
1. Записать уравнение кинематического баланса цепи скоростей при прямом вращении шпинделя. Определить число ступеней вращения шпинделя.
2. Написать уравнение кинематического баланса, определяющее минимальное значение продольной подачи при точении. Настроить цепь продольной подачи на минимальное значение величины продольной подачи.
3. Произвести настройку коробки скоростей для получения скорости резания V=142м/мин при диаметре заготовки d=38 мм.
Вариант 24
1. Записать уравнение кинематического баланса цепи скоростей при обратном вращении шпинделя. Определить число ступеней вращения шпинделя.
2. Написать уравнение кинематического баланса, определяющее минимальное значение поперечной подачи при точении. Настроить цепь поперечной подачи на минимальное значение величины поперечной подачи.
3. Произвести настройку коробки скоростей для получения скорости резания V=115м/мин при диаметре заготовки d=35 мм.
Вариант 25
1. Записать уравнение кинематического баланса цепи скоростей при прямом вращении шпинделя. Настроить цепь главного движения на максимальную частоту вращения шпинделя. Определить диапазон регулирования частот вращения шпинделя.
2. Написать уравнение кинематического баланса, определяющее максимальный шаг метрический резьбы. Настроить резьбонарезающую цепь максимальную величину шага нарезаемой метрической резьбы.
3. Произвести настройку коробки скоростей для получения скорости резания V=115м/мин при диаметре заготовки d=35 мм.
Вариант 26
1. Записать уравнение кинематического баланса цепи скоростей при прямом вращении шпинделя. Настроить коробку скоростей на максимальную частоту вращения шпинделя. Определить диапазон регулирования частот вращения шпинделя.
2. Написать уравнение кинематического баланса, определяющее максимальное значение шага нарезаемой метрической резьбы.
3. Произвести настройку коробки скоростей для получения скорости резания V=200м/мин при диаметре заготовки d=40 мм.
Вариант 27
1. Записать уравнение кинематического баланса цепи скоростей при обратном вращении шпинделя. Настроить коробку скоростей на минимальную частоту вращения шпинделя.
2. Написать уравнение кинематического баланса, определяющее максимальное значение шага нарезаемой дюймовой резьбы. Настроить резьбонарезающую цепь максимальную величину шага нарезаемой метрической резьбы.
3. Произвести настройку коробки скоростей для получения скорости резания V=200м/мин при диаметре заготовки d=40 мм.
Вариант 28
1. Записать уравнение кинематического баланса цепи скоростей при прямом вращении шпинделя. Настроить цепь скоростей на минимальную частоту вращения шпинделя. Определить число ступеней вращения шпинделя.
2. Написать уравнение кинематического баланса, определяющее минимальное значение шага нарезаемой питчевой резьбы. Настроить резьбонарезающую цепь на нарезание минимального шага питчевой резьбы.
3. Произвести настройку коробки скоростей для получения скорости резания V=110м/мин при диаметре заготовки d=120 мм.
Вариант 29
1. Записать уравнение кинематических связей цепи скоростей при прямом вращении шпинделя. Настроить цепь главного движения на минимально значение частоты вращения шпинделя. Определить число ступеней частоты вращения шпинделя.
2. Написать уравнение кинематического баланса, определяющее минимальное значение шага нарезаемой модульной резьбы.
3. Произвести настройку коробки скоростей для получения скорости резания V=60м/мин при диаметре заготовки d=45 мм.
Вариант 30
1. Записать формулу кинематических связей в цепи скоростей при прямом вращении шпинделя. Определить структурную формулу и число ступеней частот вращения шпинделя.
2. Написать уравнение кинематического баланса, определяющее максимальное значение продольной подачи при точении. Настроить цепь продольных подач на максимальную величину продольной подачи.
3. Произвести настройку коробки скоростей для получения скорости резания V=45м/мин при диаметре заготовки d=50 мм.
Требования к оформлению отчета
Отчет оформляется в соответствии с требованиями стандартов к техническим отчетам.
В отчете необходимо произвести требуемые расчеты и полные ответы на вопросы задания по соответствующему варианту, изложить выводы и дать анализ полученных результатов.
Контрольные вопросы
1. Цель и содержание методики анализа кинематических металлорежущих станков?
2. Главное движение резца и движение подачи при точении?
3. Что такое формула кинематических связей?
4. Что такое уравнение кинематического баланса цепи?
5. Общее передаточное отношение кинематической цепи?
6. Что такое диапазон регулирования частот вращения ведомого звена?
7. Как определяется количество ступеней скорости движения ведомого звена любой кинематической цепи?
8. Что понимается под настройкой кинематики цепей металлорежущих станков и ее последовательности?
9. Основные узлы и технические характеристики станка 16К20.
10.Назначение станка 16К20.
11.Расшифровать модель станка 16К20.
12.Составить общую кинематическую цепь главного движения станка 16К20.
13.Составить общую кинематическую цепь подач станка 16К20.
14.Показать, где расположена гитера сменных колес на станка 16К20. Какая комбинация сменных колес устанавливается при нарезании метрических и дюймовых резьб?
15.Показать множители коробки подач и звено увеличения шага.
16.Показать, где расположен ферпун на станке 16К20, назначение и анализ его механизмов.
Литература
1.Ящерицын П.И., Ефремов В.Д. Металлорежущие станки. Учебник для ВУЗов. Мн., БАТУ, 2001 -446 с.
2.Некрасов С.С. Обработка материалов резанием.–М. Агропромиздат,1988- 336с.
3. Дальский А.И. Технология конструкционных материалов М., Машиностроение, 1985-480 с.
4.Дубинин М.Л. и др. Технология металлов и других конструкционных материалов. М., Высшая школа, 1969-704с.
5.Некрасов С.С. Практикум по технологии конструкционных материалов, М.Колос 1983-255с.

Последнее изменение этой страницы: 2017-03-14; Просмотров: 1205; Нарушение авторского права страницы
Практическая работа №10 «Составление уравнения кинематических цепей зубообрабатывающего станка»»

Инструкционная карта по дисциплине «Обработка металлов резанием, станки и инструменты» к практической работе №10 на тему «Составление уравнения кинематических цепей зубообрабатывающего станка» измененная и дополненная.
Просмотр содержимого документа
«Практическая работа №10 «Составление уравнения кинематических цепей зубообрабатывающего станка»»»
ИНСТРУКЦИОННАЯ КАРТА № 10
ПО ДИСЦИПЛИНЕ «ОБРАБОТКА МЕТАЛЛОВ РЕЗАНИЕМ, СТАНКИ И ИНСТРУМЕНТЫ»
Тема 6.3 Зубообрабатывающие станки
ПРАКТИЧЕСКАЯ РАБОТА №10
Тема «Составление уравнения кинематических цепей зубообрабатывающего станка»
Цель работы: Сформировать навыки составления уравнения кинематических цепей зубообрабатывающего станка.
Оборудование: Справочная литература, инструкционная карта, калькулятор.
Зубофрезерный станок, https://www.youtube.com/watch?v=QaQ1dYfn6Oc
Настройка зубофрезерного станка,
Справочник технолога-машиностроителя. Т.2./Под ред. А.Г. Косиловой и Р.К. Мещерякова. — М.: Машиностроение, 1986
Среди различных зубообрабатывающих станков наиболее распространены зубофрезерные станки, работающие червячной фрезой. К таким станкам относится станок 5М324А, конструктивные особенности которого во многом характерны для станков зубофрезерной группы. Станок предназначен для нарезания цилиндрических и червячных зубчатых колес в условиях крупносерийного и серийного производства.
Устройство зубофрезерного станка 5М324А (5К324А)
Станок 5М324А (рисунок 1) состоит из станины 1, на которой жестко закреплена стойка 8 и перемещается стол 17, с контрподдержкой 15. По направляющим стойки в вертикальном направлении перемещается каретка 11 с суппортом 13, несущим инструмент. В станине 1 размещены коробка 2 со сменными зубчатыми колесами гитары главного движения. Главный электродвигатель, приводящий во вращение стол с нарезаемым зубчатым колесом 23 и инструментальный шпиндель с червячной фрезой 24, находится с задней стороны станины. В станине размещен транспортер стружки, приводимый во вращение от отдельного электродвигателя. Резервуар для СОЖ находится в станине, откуда она насосом подается в зону обработки, а ее количество регулируется краном 12. Стойка 8 служит для размещения коробки 3 с механизмами перемещения каретки 11, которую можно перемещать вручную за квадрат 5 или автоматически, поворачивая рукоятку 4 в положение включения автоматической подачи. Под крышкой в находятся сменные зубчатые колеса гитары деления и сменные зубчатые колеса гитары дифференциала. На передней стенке стойки укреплен пульт управления 7. Каретка 11 снабжена передвигаемыми упорами 9 и 10, которые регулируют величину хода каретки. Упоры воздействуют на расположенные в стойке конечные выключатели, отключающие электродвигатель вертикального перемещения каретки. В корпусе стола 17 находится шпиндель, на котором устанавливают нарезаемое зубчатое колесо 23. Сверху корпуса стола 17 жестко закрепленаконтрподдержка 15 с поворотным кронштейном 14, который служит для центрирования оправки с заготовкой. Кронштейн поднимается и опускается гидроцилиндром, управляемым вручную краном 16. Корпус стола 17 можно перемещать вручную, вращая винт с квадратом 19. Рукояткой 18 устанавливают в определенное положение упоры стола. Вращением вручную валика 21 осуществляют смазку механизмов, расположенных в столе. На корпусе стола размещены упоры 20 и 22, которые нажимают на конечные выключатели, дающие команду на ускоренный подвод стола. По точности станок соответствует классу H (нормальная точность) и обладает высокой степенью автоматизации. Основные технические данные зубофрезерного станка 5М324А:
— Наибольший диаметр нарезаемых прямозубых колес, мм 500
— Наибольший модуль нарезаемых колес, мм 8
— Наибольшая длина зуба нарезаемых прямозубых колес, мм 350
— Наибольший угол наклона зубьев, град ±60
— Наименьшее число нарезаемых зубьев 12
— Наибольшие размеры устанавливаемой червячной фрезы, мм:
— Частота вращения червячной фрезы, об/мин 50 . . . 315
— Пределы вертикальной подачи червячной фрезы, мм /об 0,68 . . . 6,10
— Пределы радиальной подачи стола, мм/об 0,20 . 1,85
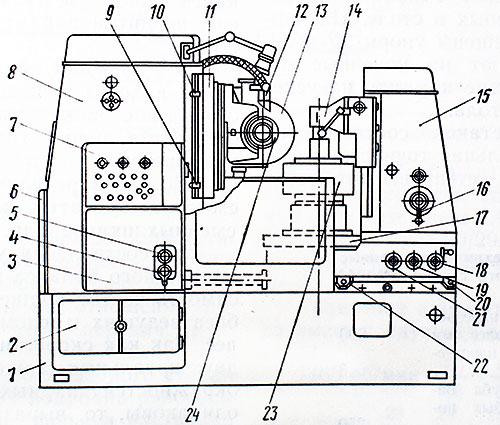
Рисунок 1 — Зубофрезерный станок 5М324А:
1 — станина, 2— коробка скоростей, 3 — распределительная коробка, 4 — валик ручного перемещения каретки, S — рукоятка автоматического перемещения каретки, 6 — коробка деления, 7 — пульт управления, 8 — стойка, 9, 10 — упоры регулирования хода каретки, 11 — каретка, 12 — кран охлаждения, 13 — суппорт, 14 — кронштейн, 15 — контрподдержка, 16 — кран перемещения кронштейна, 17 — стол, 18 — рукоятка установки упоров, 19 — винт перемещения стола, 20, 22 — упоры подвода стола, 21 — рукоятка смазки стола, 23 — заготовка, 24 — червячная фреза
В станке инструмент и заготовка связаны между собой и с источником движения, которым чаще всего является электродвигатель. Последовательный ряд сцепляющихся пар зубчатых, червячных и ременных передач, по которым вращение от какого-либо вала передается исполнительному органу, называют кинематической цепью. Так как параметры обработки зубчатых колес разнообразны и зависят от числа обрабатываемых зубьев, модуля, применяемого инструмента и т. д., то каждая кинематическая цепь имеет свой орган настройки. Кинематическая настройка станка в основном сводится к определению параметров органов настройки, с помощью которых должно быть достигнуто необходимое перемещение конечных звеньев кинематической цепи. Такие перемещения называют расчетными и используют для составления уравнения кинематического баланса, в которое еще входит и параметр органа настройки. Из уравнения кинематического баланса находят зависимость параметра органа настройки от постоянных коэффициентов цепи. Такая зависимость называется формулой настройки. По ней определяют числа зубьев сменных зубчатых колес, диаметры сменных шкивов и др. При составлении уравнения кинематического баланса используют зависимость частот вращения от чисел зубьев ведущих и ведомых зубчатых колес. Так как скорости вращения точек двух начальных (тоже и делительных) окружностей парных зубчатых колес одинаковы, то, выразив их через диаметр и частоту вращения, можно записать π*d1*n1 = π*d2*n2 или, заменив диаметр зубчатого колеса на его выражение через модуль и число зубьев, имеем π*mz1*n1 = π*mz2*n2.
где n2 — частота вращения ведомого зубчатого колеса; n1 — частота вращения ведущего зубчатого колеса; z1/z2 — передаточное отношение (i) зубчатой передачи. Передаточное отношение кинематической цепи, связывающее вращение каких-либо ее валов, равно произведению передаточных отношений составляющих эту цепь передач: ie = i1*i2*i3.
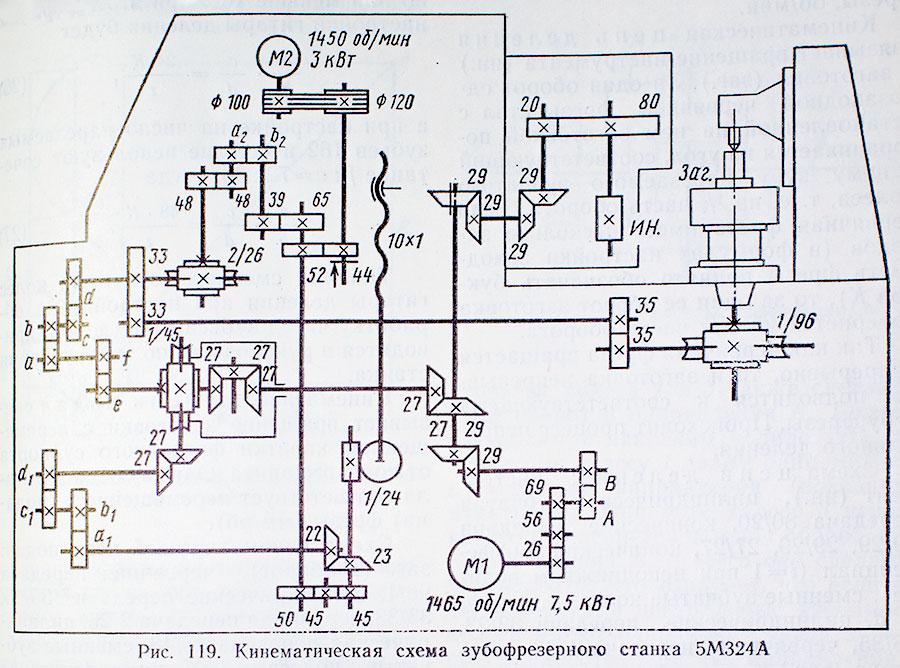
Рисунок 2 – Кинематическая схема зубофрезерного станка
На примере зубофрезерного станка 5М324А (рисунок 2) подробно разберем методику вывода формул настройки кинематических цепей зубообрабатывающих станков. Кинематическая схема станка слагается из следующих кинематических цепей: главного движения, деления, подач и дифференциала.
Цепь главного движения связывает вращение инструмента (ин.) с вращением главного электродвигателя следующим образом: электродвигатель М1 (1465об/мин), цилиндрические зубчатые передачи 26/56, 56/69, сменные зубчатые колеса А и В, конические зубчатые колеса 29/29, 29/29, 29/29, цилиндрическая передача 20/80, инструмент. Уравнение кинематического баланса имеет следующее выражение:

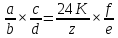
Конечные звенья обозначены: заг. — заготовка, ин. — инструмент, M1, М2 — электродвигатели. Решая это уравнение, находим формулу настройки гитары главного движения
где А и В — числа зубьев сменных зубчатых колес; nфр — частота вращения фрезы, об/мин.
Кинематическая цепь деления связывает вращение инструмента (ин.) и заготовки (заг.). За один оборот однозаходной червячной фрезы стол с установленной на нем заготовкой поворачивается на угол, соответствующий одному зубу нарезаемого зубчатого колеса, т. е. на 1/z часть оборота. Если червячная фреза имеет несколько заходов (в формулах настройки заходность фрезы принято обозначать буквой К), то за один ее оборот заготовка повернется на K/z часть оборота. Так как червячная фреза вращается непрерывно, то и заготовка непрерывно подводится к соответствующему зубу фрезы. Происходит процесс непрерывного деления. Схема цепи деления: инструмент (ин.), цилиндрическая зубчатая передача 80/20, конические передачи 29/29, 29/29, 27/27, конический дифференциал (i=1 при неподвижномводиле), сменные зубчатые колеса е, f, а, b, с, d, цилиндрические передачи 33/33, 35/35, червячная передача 1/96, заготовка (заг.). Орган настройки этой кинематической цепи со сменными зубчатыми колесами а, b, с, d, е и f называют гитарой деления. Уравнение кинематического баланса:

отсюда находим формулу настройки гитары деления, включающую в искомой части зубчатые колеса с числами зубьев а, Ь, с и d:
Зубчатые колеса е и f устанавливают на постоянные оси в двух сочетаниях чисел зубьев:
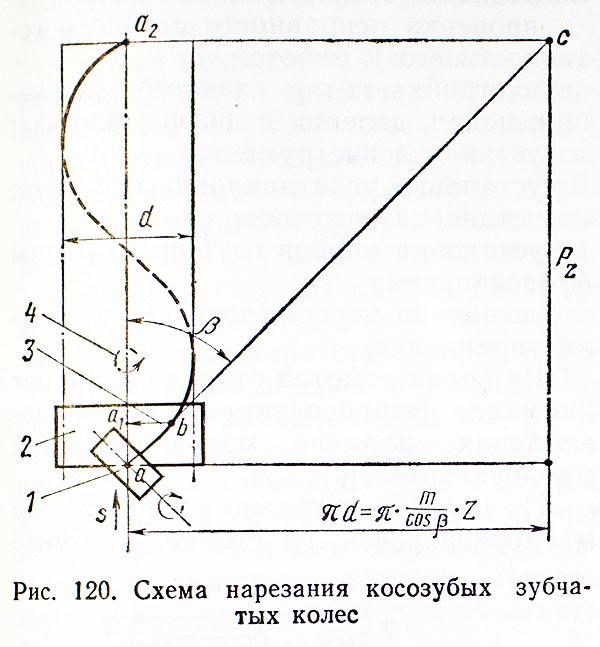
Рисунок 3 — Схема нарезания косозубых зубчатых колёс
Первое сочетание используют, если число зубьев нарезаемого колеса равно или меньше 161, при этом формула настройки гитары деления будет

а при настройке на число нарезаемых зубьев 162 и больше используют сочетание f : е = 72 : 36, тогда

Таблица сменных зубчатых колес гитары деления при настройке на обработку чисел зубьев от 12 до 200 приводится в руководстве по эксплуатации станка. Кинематическая цепь подач связывает вращение заготовки с перемещением каретки фрезерного суппорта от ходового винта. Одному обороту стола соответствует перемещение s (подача) фрезы (мм/об). Схема кинематической цепи подач: заг. (1 оборот), червячная передача 96/1, цилиндрические передачи 35/35, 33/33, червячная передача 2/26, цилиндрическая передача 48/48, сменные зубчатые колеса а2, b2, цилиндрические передачи 39/65, 50/45, 45/45, червячная передача 1/24, ходовой винт 10×1, суппорт. Уравнение кинематического баланса:

Отсюда получаем формулу настройки гитары подач где а2 и b2 — числа зубьев сменных зубчатых колес; s — величина вертикальной подачи, мм/об.

Кинематическая цепь дифференциала включается при нарезании косозубых зубчатых колес и связывает вращение заготовки с ходовым винтом вертикальной подачи (10×1). Схема нарезания таких зубчатых колес приведена на рис. 120. Нарезается правое зубчатое колесо 2 с перемещением червячной фрезы 1 в направлении снизу вверх вдоль оси зубчатого колеса, которое вращается в направлении 4. При перемещении фрезы из точки «а» в точку «a1», точка «b» зубчатого колеса также должна переместиться в точку «a1» — в данном случае в направлении 3, противоположном основному вращению 4. При прохождении фрезой пути из точки «а» в точку «а2», равного ходу зуба Pz, заготовка повернется на один оборот в направлении 3. Из геометрических построений, приведенных на рисунке 3, получим ход зуба по делительной окружности

В этой кинематической цепи основную роль играет механизм, называемый дифференциалом, назначение которого суммировать два вращательных движения (складывать или вычитать). В зубообрабатывающих станках применяют цилиндрические и конические дифференциалы. Принцип работы конического дифференциала показан на рисунке 4. Повернем мысленно весь дифференциал вокруг центральной оси I—III на один оборот в направлении А.
При этом зубчатые колеса 1 и 3 также сделают один оборот в направлении А.
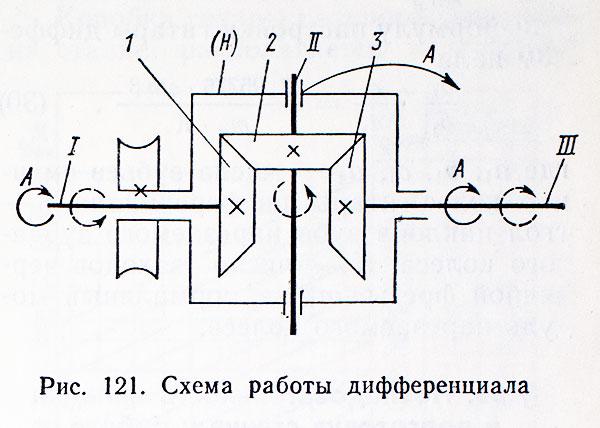
Рисунок 4 – Схема работы дифференциала
Теперь остановим и закрепим водило (H), а зубчатому колесу 1 дадим один оборот в обратном направлении (показано пунктиром). При этом колесо 3 через колесо 2 повернется на один оборот, но в направлении А, а всего оно сделает два оборота. Это означает, что если в дифференциале центральные зубчатые колеса имеют одинаковые числа зубьев и вращаются в разные направления, то передаточное отношение от водила к любому из центральных колес равно 2. Теперь снова вернемся к кинематической схеме (см. рисунок 2) и составим уравнение кинематического баланса цепи дифференциала, учитывая, что при перемещении инструмента на величину хода зуба (Pz) заготовка повернется на один оборот. Схема цепи дифференциала: ходовой винт 10×1, червячная передача 24/1, коническая передача 23/22, сменные зубчатые колеса гитары дифференциала a1b1c1d1, коническая передача 27/27, червячная передача 1/45, дифференциал (i=2), сменные зубчатые колеса гитары деления (i = 24K/z), цилиндрические передачи 33/33, 35/35, червячная передача 1/96, заготовка. Уравнение кинематического баланса:

Подставив в это уравнение значение Pz и преобразовав его, получим формулу настройки гитары дифференциала
где a1, b1, c1, d1 — числа зубьев сменных колес гитары дифференциала, β — угол наклона зуба нарезаемого зубчатого колеса, К — число заходов червячной фрезы, mn — нормальный модуль нарезаемого колеса.
Посмотреть видео 1. Изучить устройство зубофрезерного станка 5М324А.
Посмотреть видео 2. Изучить схемы цепи главного движения, цепи деления, цепи подач и цепи дифференциала. Изучить уравнения кинематического баланса и вывод формулы настроек гитары главного движения, гитары деления, гитары подач и гитары дифференциала.
Составить уравнения кинематического баланса и вывести формулы настроек гитары главного движения, гитары деления, гитары подач и гитары дифференциала.
Ответить на контрольные вопросы.
Составить уравнения кинематического баланса и вывести формулы настроек гитары главного движения, гитары деления.
Составить уравнения кинематического баланса и вывести формулы настроек гитары главного движения, гитары деления, гитары подач.
Составить уравнения кинематического баланса и вывести формулы настроек гитары главного движения, гитары деления, гитары подач и гитары дифференциала.
Цепь главного движения: электродвигатель М1 (1500 об/мин), цилиндрические зубчатые передачи 26/56, 56/69, сменные зубчатые колеса А и В, конические зубчатые колеса 27/27, 27/27, 27/27, цилиндрическая передача 20/80, инструмент.
Цепь деления: инструмент (ин.), цилиндрическая зубчатая передача 80/20, конические передачи 27/27, 27/27, 27/27, конический дифференциал (i=1 при неподвижномводиле), сменные зубчатые колеса е, f, а, b, с, d, цилиндрические передачи 33/33, 35/35, червячная передача 1/90, заготовка (заг.).
Цепь подач: заг. (1 оборот), червячная передача 90/1, цилиндрические передачи 35/35, 33/33, червячная передача 2/26, цилиндрическая передача 48/48, сменные зубчатые колеса а2, b2, цилиндрические передачи 39/65, 50/45, 45/45, червячная передача 1/24, ходовой винт 10×1, суппорт.
Цепи дифференциала: ходовой винт 10×1, червячная передача 24/1, коническая передача 23/22, сменные зубчатые колеса гитары дифференциала a1b1c1d1, коническая передача 27/27, червячная передача 1/45, дифференциал (i=2), сменные зубчатые колеса гитары деления (i = 24K/z), цилиндрические передачи 33/33, 35/35, червячная передача 1/90, заготовка.
Цепь главного движения: электродвигатель М1 (1400 об/мин), цилиндрические зубчатые передачи 26/56, 56/69, сменные зубчатые колеса А и В, конические зубчатые колеса 29/29, 29/29, 29/29, цилиндрическая передача 20/80, инструмент.
Цепь деления: инструмент (ин.), цилиндрическая зубчатая передача 80/20, конические передачи 29/29, 29/29, 27/27, конический дифференциал (i=1 при неподвижномводиле), сменные зубчатые колеса е, f, а, b, с, d, цилиндрические передачи 33/33, 35/35, червячная передача 1/96, заготовка (заг.).
Цепь подач: заг. (1 оборот), червячная передача 96/1, цилиндрические передачи 35/35, 33/33, червячная передача 2/26, цилиндрическая передача 48/48, сменные зубчатые колеса а2, b2, цилиндрические передачи 39/65, 50/45, 45/45, червячная передача 1/24, ходовой винт 10×1, суппорт.
Цепи дифференциала: ходовой винт 10×1, червячная передача 24/1, коническая передача 23/22, сменные зубчатые колеса гитары дифференциала a1b1c1d1, коническая передача 27/27, червячная передача 1/45, дифференциал (i=2), сменные зубчатые колеса гитары деления (i = 24K/z), цилиндрические передачи 33/33, 35/35, червячная передача 1/96, заготовка.
Цепь главного движения: электродвигатель М1 (1450 об/мин), цилиндрические зубчатые передачи 26/56, 56/69, сменные зубчатые колеса А и В, конические зубчатые колеса 29/29, 29/29, 27/27, цилиндрическая передача 20/80, инструмент.
Цепь деления: инструмент (ин.), цилиндрическая зубчатая передача 80/20, конические передачи 29/29, 29/29, 27/27, конический дифференциал (i=1 при неподвижномводиле), сменные зубчатые колеса е, f, а, b, с, d, цилиндрические передачи 33/33, 35/35, червячная передача 1/86, заготовка (заг.).
Цепь подач: заг. (1 оборот), червячная передача 86/1, цилиндрические передачи 35/35, 33/33, червячная передача 2/26, цилиндрическая передача 48/48, сменные зубчатые колеса а2, b2, цилиндрические передачи 39/65, 50/45, 45/45, червячная передача 1/24, ходовой винт 10×1, суппорт.
Цепи дифференциала: ходовой винт 10×1, червячная передача 24/1, коническая передача 23/23, сменные зубчатые колеса гитары дифференциала a1b1c1d1, коническая передача 27/27, червячная передача 1/45, дифференциал (i=2), сменные зубчатые колеса гитары деления (i = 24K/z), цилиндрические передачи 33/33, 35/35, червячная передача 1/96, заготовка.
Цепь главного движения: электродвигатель М1 (1460 об/мин), цилиндрические зубчатые передачи 26/56, 56/69, сменные зубчатые колеса А и В, конические зубчатые колеса 29/29, 29/29, 29/29, цилиндрическая передача 20/80, инструмент.
Цепь деления: инструмент (ин.), цилиндрическая зубчатая передача 80/20, конические передачи 29/29, 29/29, 27/27, конический дифференциал (i=1 при неподвижномводиле), сменные зубчатые колеса е, f, а, b, с, d, цилиндрические передачи 33/33, 35/35, червячная передача 1/92, заготовка (заг.).
Цепь подач: заг. (1 оборот), червячная передача 92/1, цилиндрические передачи 35/35, 33/33, червячная передача 2/26, цилиндрическая передача 48/48, сменные зубчатые колеса а2, b2, цилиндрические передачи 39/65, 50/45, 45/45, червячная передача 1/24, ходовой винт 10×1, суппорт.
Цепи дифференциала: ходовой винт 10×1, червячная передача 24/1, коническая передача 23/23, сменные зубчатые колеса гитары дифференциала a1b1c1d1, коническая передача 27/27, червячная передача 1/45, дифференциал (i=2), сменные зубчатые колеса гитары деления (i = 24K/z), цилиндрические передачи 33/33, 35/35, червячная передача 1/92, заготовка.
Цепь главного движения: электродвигатель М1 (1450 об/мин), цилиндрические зубчатые передачи 26/56, 56/69, сменные зубчатые колеса А и В, конические зубчатые колеса 29/29, 29/29, 29/29, цилиндрическая передача 10/40, инструмент.
Цепь деления: инструмент (ин.), цилиндрическая зубчатая передача 40/10, конические передачи 29/29, 29/29, 27/27, конический дифференциал (i=1 при неподвижномводиле), сменные зубчатые колеса е, f, а, b, с, d, цилиндрические передачи 33/33, 35/35, червячная передача 1/98, заготовка (заг.).
Цепь подач: заг. (1 оборот), червячная передача 98/1, цилиндрические передачи 35/35, 33/33, червячная передача 2/26, цилиндрическая передача 48/48, сменные зубчатые колеса а2, b2, цилиндрические передачи 39/65, 50/45, 45/45, червячная передача 1/24, ходовой винт 10×1, суппорт.
Цепи дифференциала: ходовой винт 10×1, червячная передача 24/1, коническая передача 23/22, сменные зубчатые колеса гитары дифференциала a1b1c1d1, коническая передача 27/27, червячная передача 1/45, дифференциал (i=2), сменные зубчатые колеса гитары деления (i = 24K/z), цилиндрические передачи 33/33, 35/35, червячная передача 1/98, заготовка.
Цепь главного движения: электродвигатель М1 (1460 об/мин), цилиндрические зубчатые передачи 26/56, 56/69, сменные зубчатые колеса А и В, конические зубчатые колеса 27/27, 27/27, 27/27, цилиндрическая передача 20/60, инструмент.
Цепь деления: инструмент (ин.), цилиндрическая зубчатая передача 60/20, конические передачи 27/27, 27/27, 29/29, конический дифференциал (i=1 при неподвижномводиле), сменные зубчатые колеса е, f, а, b, с, d, цилиндрические передачи 35/35, 37/37, червячная передача 1/80, заготовка (заг.).
Цепь подач: заг. (1 оборот), червячная передача 80/1, цилиндрические передачи 35/35, 33/33, червячная передача 2/26, цилиндрическая передача 48/48, сменные зубчатые колеса а2, b2, цилиндрические передачи 39/65, 50/45, 45/45, червячная передача 1/24, ходовой винт 10×1, суппорт.
Цепи дифференциала: ходовой винт 10×1, червячная передача 24/1, коническая передача 23/23, сменные зубчатые колеса гитары дифференциала a1b1c1d1, коническая передача 29/29, червячная передача 1/45, дифференциал (i=2), сменные зубчатые колеса гитары деления (i = 24K/z), цилиндрические передачи 33/33, 35/35, червячная передача 1/80, заготовка.
К какой группе и типу относится станок 5М324А? Расшифруйте марку станка.
Какие зубообрабатывающие станки наиболее распространены?
Перечислите основные конструктивные элементы станка 5М324А. Какому классу точности соответствует станок?
Наибольший диаметр нарезаемых прямозубых колес у станка 5М324А?
Наибольший модуль нарезаемых колес у станка 5М324А?
Что называют кинематической цепью станка?
Какая зависимость называется формулой настройки?
Из каких кинематических цепей складывается кинематическая схема станка?
Что связывает цепь главного движения?
Что связывает кинематическая цепь деления?
Что связывает кинематическая цепь подач?
Что связывает кинематическая цепь дифференциала?
Вывод: в ходе выполнения практической работы мы изучили …………. приобрели навыки …………
Кинематическая настройка станков
Кинематическую настройку станка производят для обеспечения необходимых перемещений конечных звеньев кинематической цепи и для получения заданных формы и размеров детали, которая в основном сводится к определению параметров органа настройки. Расчетные перемещения звеньев определяют исходя из формы поверхности, которая должна быть образована на заготовке, и вида режущего инструмента.
Затем по кинематической цепи составляют уравнение кинематического баланса, связывающее начальное и конечное перемещения, и находят зависимость параметра органа настройки от расчетных перемещений и постоянных цепи.
Кинематическая цепь
Кинематическая цепь составляется из движущихся сопряженных между собой и передающих друг другу движения деталей. Если началом кинематической цепи является электродвигатель (рис. 3,б), то можно найти связь между начальным и конечным звеньями:

где n, nшп — частота вращения начального и конечного звеньев; np, ip — КПД и передаточное отношение ременной передачи.
Для удобства вычислений рекомендуется в уравнении кинематического баланса (4.1) выделить постоянные величины структурной формулы и подсчитать их как коэффициент данной кинематической цепи, например:

Это выражение справедливо и для станков, в цепи главного движения которых в качестве органа настройки используется коробка скоростей. Тогда в выражении (4.2) iv будет передаточным отношением коробки скоростей.
Уравнение кинематического баланса
Уравнение кинематического баланса для цепи главного вращательного движения имеет вид (об/с)
nc i = nk, (4.3) , где nc и nk— частота вращения соответственно начального и конечного звена, об/с; i- передаточное отношение кинематической цепи.
Уравнение кинематического баланса для цепи, у которой начальное звено имеет вращательное движение, а конечное — прямолинейное, будет (мм/с)
nc i H = Sc, где Н — ход кинематической пары, преобразующей вращательное движение в прямолинейное, мм/об; sc — линейное перемещение конечного звена, мм/с.
Величина хода
Величина хода равна перемещению прямолинейно движущегося звена за один оборот вращающегося звена. Для винтовой пары (винт — гайка)
H = k tв (4.4), где tв — шаг ходового винта, мм; k — число заходов.
Для реечной передачи.
H = π m z, где m — модуль зацепления, мм; z — число зубьев реечного колеса.
На этом основании уравнение кинематического баланса для секундной подачи (мм/с):
для цепи с винтовой парой

для реечной передачи

Уравнение кинематического баланса для оборотной подачи (мм/об)

где s — линейное перемещение конечного звена, мм/об.
Из уравнений (4.5)-(4.7) определяют передаточное отношение органа настройки. Например, из уравнения (4.2) находят

Это выражение является формулой настройки сменных колес гитары скоростей цепи (см. рис. 3,б).
Выводы
Анализ структурных схем металлорежущих станков позволяет сделать следующие выводы. Кинематическая структура станков зависит от геометрической формы, размеров обрабатываемой поверхности и метода обработки. Чем меньше необходимое число исполнительных формообразующих движений, тем меньше кинематических цепей в структуре станка, тем проще его кинематика и конструкция. Существенное значение имеют и другие факторы, например точность и шероховатость поверхности, динамика резания, условия обслуживания станка, а также экономические факторы.
http://multiurok.ru/files/prakticheskaia-rabota-10-sostavlenie-uravneniia-ki.html
http://www.metalcutting.ru/content/kinematicheskaya-nastroyka-stankov