Соединения азота имеют исключительное значений для различных отраслей промышленности и сельского хозяйства. Их потребляют производства азотной кислоты, разнообразных минеральных удобрений, полимерных материалов, взрывчатых веществ и ракетных топлив, красителей, фармацевтических препаратов.
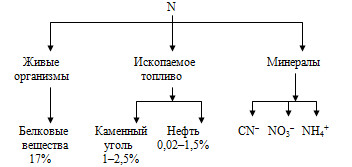
Азот принадлежит к числу достаточно распространенных химических элементов. Его кларк (% мас.) для планеты в целом составляет 0,01, для земной коры равен 0,04, для атмосферы – 75,5. Формы существования азота в земной коре весьма разнообразны. Он входит в состав минералов, содержится в каменном угле, нефти и других видах ископаемого топлива. Важнейшее значение имеет азот для жизни на Земле, являясь одним из элементов, входящих в состав белковых структур. На рис. 8.1 представлены формы существования азота на земле и содержание элемента в них.
Рисунок 8.1 – Формы существования азота в литосфере
Основным природным источником азота является атмосфера. Масса азота в ней составляет 4 × 10 15 тонн. Однако газообразный молекулярный азот представляет одно из самых устойчивых химических веществ. Энергия связи в молекуле азота равна 940,5 кДж/моль. В естественных условиях лишь незначительное количество атмосферного азота переходит в биологически усвояемую форму в результате грозовых разрядов по реакции
или непосредственно фиксируется ограниченными видами растений в форме аминокислот в ходе фотосинтеза, катализируемого ферментами
Большинство организмов (высшие растения и животные) усваивают азот в виде его соединений со степенью окисления –3 и не могут использовать азот атмосферы. То же относится и к использованию соединений азота в промышленности.
Скорость перевода атмосферного азота в состояние, в котором он может быть усвоен или реализован, в природных процессах весьма мала. В среднем половина необходимого для жизни азота возвращается через атмосферу за 10 8 лет. В то же время организация современного культурного земледелия связана с непрерывным уносом усвояемого азота с посевных площадей, достигающим 88 млн тонн в год, а это 90 % азота, необходимого для питания растений. Поэтому первоочередная задача – непрерывное пополнение запасов азота в почве в усвояемой растениями форме. До конца ХIX столетия источником «связанного» азота служили естественные удобрения и лишь в незначительной степени природные соли – нитраты натрия и калия, запасы которых в природе весьма ограничены. Увеличение масштабов культурного земледелия и потребностей промышленности в разнообразных соединениях азота потребовали разработки промышленных способов получения этих соединений, то есть способов «связывания» атмосферного азота.
8.1.2. Методы связывания атмосферного азота
В начале ХХ века почти одновременно были разработаны три технических метода синтеза соединений из молекулярного азота: дуговой, цианамидный и аммиачный.
Дуговой метод основан на эндотермической реакции прямого окисления азота кислородом воздуха, протекающая при температуре около 3000 0 С в пламени вольтовой дуги: где DН = 179,2 кДж с последующим доокислением оксида азота (II) и получением нитрата кальция: Ca(NO_3)_2.»>
Цианамидный метод основан на способности тонкоизмельченного карбида кальция реагировать при температуре около 1000 0 С молекулярным азотом с образованием кальцийцианамида где DН = 300 кДж с последующим превращением кальцийцианамида в аммиак
Аммиачный метод , в основе которого лежит реакция взаимодействия азота и водорода: , где DН = 111,6 кДж.
Сравнительная энергоемкость этих методов фиксации азота приведена в табл. 8.1
Таблица 8.1 – Энергоемкость методов фиксации азота
Метод
Затраты энергии на производство 1 т аммиака, кДж
Дуговой
Цианамидный
Аммиачный
Энергетически наиболее выгоден аммиачный метод фиксации, что и обусловило его широкое промышленное внедрение.
8.2. Получение аммиака. Общие сведения
Аммиак является важнейшим и практически единственным соединением азота, производимым в промышленных масштабах из азота атмосферы. Таким образом, его следует рассматривать как полупродукт для получения всех остальных соединений азота.
8.2.1. Технологические свойства аммиака
Аммиак NH3 – бесцветный газ с резким запахом с температурой кипения — 33,35 0 С и температурой плавления -77,75 0 С. Аномально высокие температуры кипения и плавления аммиака объясняются ассоциацией его молекул вследствие высокой полярности их и образования водородных связей. Аммиак хорошо растворим в воде (750 литров в литре воды), ограниченно растворим в органических растворителях.
В водных растворах аммиака содержатся его гидраты состава , образующие эвтектики, а также незначительное количество ионизированных молекул в результате реакции
Константа равновесия этой реакции равна , что соответствует степени диссоциации 0,004. При температурах выше 1300 0 С аммиак диссоциирует на азот и водород:
Сухой аммиак образует с воздухом взрывчатые смеси, пределы взрываемости которых зависят от температуры и при 18 0 С ограничены интервалом содержания аммиака в газовой смеси от 0,155 до 0,270 об. долей. Эта особенность системы «аммиак–воздух» учитывается при производстве азотной кислоты окислением аммиака, в котором сырьем является аммиачно–воздушная смесь.
8.2.2. Области использования аммиака
Аммиак – ключевой продукт для получения многочисленных азотсодержащих веществ, применяемых в промышленности, сельском хозяйстве и быту. На основе аммиака в настоящее время производятся практически все соединения азота, используемые в качестве целевых продуктов и полупродуктов неорганической и органической технологии. На рис. 8.2 представлены основные направления использования аммиака в промышленности и сельском хозяйстве.
Рисунок 8.2 – Использование аммиака
8.2.3. Сырье для производства аммиака
Азотоводородная смесь (АВС) — сырье в производстве аммиака стехиометрического состава N2 : H2 = 1 : 3. Так как ресурсы атмосферного азота практически неисчерпаемы, сырьевая база аммиачного производства определяется вторым компонентом смеси – водородом, который может быть получен разделением обратного коксового газа, газификацией твердого топлива, конверсией природного газа (рис. 8.3).
Рисунок 8.3 – Сырьевые ресурсы производства аммиака
Структура сырьевой базы производства аммиака менялась, и сейчас свыше 90% аммиака вырабатывается на основе природного газа. В табл. 8.2 приведена динамика изменения структуры основных видов сырья аммиачного производства.
Таблица 8.2 – Изменение сырьевой базы производства аммиака
Виды сырья
Доля сырья по годам, %
Энергоемкость, тонн усл. топлива
1960
1965
1970
1975
1980
Твердое топливо
Коксовый газ
Природный газ
Азотоводородная смесь независимо от метода ее получения содержит примеси веществ, некоторые из которых являются каталитическими ядами, вызывающими как обратимое (кислород, оксиды углерода, пары воды), так и необратимое (различные соединения серы и фосфора) отравление катализатора. С целью удаления этих веществ АВС подвергается предварительной очистке, методы и глубина которой зависят от их природы и содержания, то есть от способа производства АВС. Обычно АВС, получаемая конверсией природного газа, содержит оксид углерода (IV), метан, аргон, следы кислорода и до 0,4% об. оксида углерода (II).
Для очистки АВС в промышленности используются методы абсорбции жидкими поглотителями (мокрый метод) и адсорбции твердыми поглотителями (сухой метод). При этом процесс очистки может производиться на различных стадиях производства:
исходного газа перед подачей его на конверсию;
конвертированного газа для удаления из него оксида углерода (IV);
азотоводородной смеси непосредственно перед синтезом аммиака (тонкая очистка АВС).
Тонкая очистка АВС достигается хемосорбцией примесей жидкими реагентами и окончательно каталитическим гидрированием их или промыванием АВС жидким азотом.
Для удаления оксида углерода (IV) и сероводорода АВС промывают в башнях с насадкой щелочными реагентами, образующими с ними нестойкие термические соли: водным раствором этаноламина или горячим, активированным добавкой диэтаноламина, раствором карбоната калия. При этом протекают соответственно реакции:
Оксид углерода (II) удаляют из АВС промывкой ее медно-аммиачным раствором ацетата меди
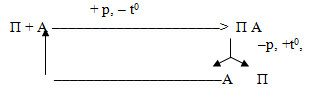
Применяемые для хемосорбции абсорберы образуют с поглощаемыми из АВС нестойкие соединения. Поэтому при нагревании их растворов и снижении давления происходит десорбция растворенных примесей, что позволяет легко регенерировать абсорбент, возвратить его в процесс и обеспечить цикличность операции абсорбции по схеме
где П – поглощаемая из АВС примесь; А – абсорбент; ПА – соединение примеси и абсорбента.
Более эффективным методом очистки АВС от оксида углерода (II) является применяемая в современных установках промывка АВС жидким азотом при –190 0 С, в процессе которой из нее удаляются, помимо оксида углерода (II), метан и аргон.
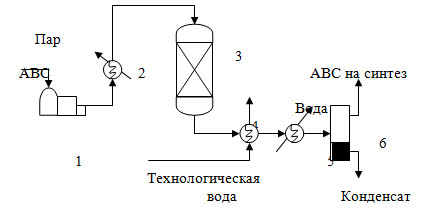
Метанирование, или предкатализ — способ окончательной очистки АВС путем каталитического гидрирования примесей. Этот процесс проводится в специальных установках метанирования (рис. 8.4) при температуре 250–300 0 С и давлении около 30 МПа на никель–алюминиевом катализаторе (Ni + Al2O3). При этом протекают экзотермические реакции восстановления кислородсодержащих примесей до метана, который не является ядом для железного катализатора, а вода конденсируется при охлаждении очищенного газа и удаляется из него:
Если в предкатализе используется железный катализатор, то в процессе гидрирования также образуется некоторое количество аммиака, в этом случае предкатализ называется продуцирующим.
Очищенная АВС, поступающая на синтез, содержит до 0,0025 об.долей аргона, 0,0075 об.долей метана и не более 0,00004 об.долей оксида углерода (II), являющегося наиболее сильным каталитическим ядом.
Рисунок 8.4 – Схема установки метанирования АВС:
компрессор;
подогреватель;
реактор метанирования;
реактор метанирования;
подогреватель воды;
конденсатор;
влагоотделитель
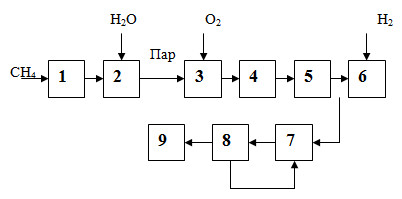
8.3. Химическая и принципиальная схемы производства
Основная стадия процесса синтеза аммиака из азотоводородной смеси описывается уравнением
Так как преобладающим методом получения АВС является конверсия метана воздухом и водяным паром, химическая схема производства аммиака включает помимо этой реакции несколько реакций воздушной и паровой конверсии:
и последующего превращения оксида углерода (II) в оксид углерода (IV):
После удаления оксида углерода (IV) из газовой смеси и коррекции ее состава получают АВС с содержанием азота и водорода в отношении 1 : 3.
Таким образом, современное производство аммиака состоит из двух стадий: приготовления АВС и превращения ее в аммиак, представляя единую энерготехнологическую схему, в которой сочетаются операции получения АВС, ее очистки и синтеза аммиака и эффективно используются тепловые эффекты всех стадий процесса, что позволяет в несколько раз снизить затраты электроэнергии. На рис. 8.5 приведена принципиальная схема производства аммиака, отвечающая рассмотренной выше химической схеме.
Рисунок 8.5 – Принципиальная схема производства аммиака:
очистка природного газа от сернистых соединений;
паровая конверсия метана;
воздушная конверсия метана;
конверсия оксида углерода (II);
хемосорбционная очистка АВС;
метанирование;
синтез аммиака;
абсорбция аммиака;
сжатие аммиака.
8.4. Физико-химические основы синтеза аммиака
8.4.1. Равновесие и скорость процесса в системе
Равновесие в системе. Реакция синтеза аммиака из АВС — гетерогенно–каталитическая обратимая, экзотермическая реакция, протекает с уменьшением объема без образования каких–либо побочных продуктов и описывается уравнением
Тепловой эффект реакции зависит от температуры и давления и составляет 111,6 кДж при температуре 500 0 С и давлении 30 МПа.
Константа равновесия реакции имеет вид
В табл. 8.3 приведено содержание аммиака в равновесной газовой смеси для различных температур при среднем (30 МПа) и высоком (100 МПа) давлениях.
Таблица 8.3 – Содержание аммиака (об. долей) в газовой смеси
Давление, МПа
Температура, 0 С
Зависимость содержания аммиака в равновесной газовой смеси от температуры и давления представлена на рис. 8.6.
Рисунок 8.6 – Зависимость содержания аммиака в смеси от температуры (а) и давления (б)
Из табл. 8.3 и рис. 8.6 следует, что повышение давления и снижение температуры смещает равновесие реакции синтеза и повышает равновесный выход аммиака. Однако достаточно высокое для целей практики равновесное содержание аммиака в газе может быть достигнуто только при температуре не выше 400 0 С, то есть в условиях, когда скорость процесса и, следовательно, время достижения состояния равновесия весьма низки. Поэтому в реальных условиях содержание аммиака в газовой смеси будет ничтожно мало, что делает процесс синтеза малопроизводительным и экономически нецелесообразным.
Скорость процесса. Даже при сравнительно высоких температурах энергия активации молекул азота велика и процесс синтеза аммиака в гомогенной газовой фазе практически неосуществим. Для снижения энергии активации используются катализаторы, позволяющие значительно уменьшить температуру процесса.
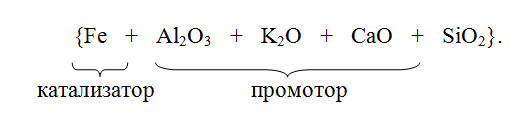
Реакция синтеза аммиака катализируется металлами, имеющими не полностью застроенные d– и f–электронные уровни. К ним относятся железо, родий, вольфрам, рений, осмий, платина, уран и некоторые другие металлы. В промышленности используются контактные массы на основе железа, например, катализатор ГИАП состава
Он дешев, достаточно активен при температуре 450–500 0 С, менее остальных катализаторов чувствителен к каталитическим ядам. Промоторы в составе контактной массы способствуют созданию высокоразвитой поверхности, препятствуют рекристаллизации катализатора и повышают его активность.
Контактную массу готовят сплавлением в атмосфере азота смеси оксидов железа Fe3O4, алюминия Al2O3, калия К2О, кальция СаО и кремния SiO2 или порошков металлических – железа и алюминия – с оксидами кальция и кремния и карбоната калия с последующим измельчением массы до размеров зерен катализатора (5 мм) и восстановлением их водородом в колонне синтеза аммиака. При этом протекают реакции
Так как железные катализаторы имеют максимальную активность при температуре не ниже 400–500 0 С, при которой нельзя обеспечить высокую степень превращения АВС в аммиак, синтез аммиака ведут в условиях, далеких от равновесных, и определяющее влияние на общую скорость процесса оказывает скорость прямой реакции.
Константа скорости зависит от температуры, активности и состояния катализаторов. Зависимость константы от температуры выражается уравнением Аррениуса
в котором энергия активации для реакций на промышленном железном катализаторе равна 165 кДж/моль.
8.4.2. Оптимальный режим процесса синтеза
В 8.4.1 было показано, что температура и давление влияют на состояние системы и скорость синтеза аммиака противоположным образом, то есть существует противоречие между термодинамикой и кинетикой процесса. Поэтому выход аммиака и удельная производительность катализатора зависят в первую очередь от этих параметров, а также от состава и объемной скорости газовой смеси, активности катализатора и конструкции реактора.
Применение высоких давлений увеличивает скорость процесса синтеза за счет повышения движущей силы процесса и уменьшения скорости обратной реакции диссоциации аммиака и способствует отделению образовавшегося аммиака от газовой смеси путем его конденсации.
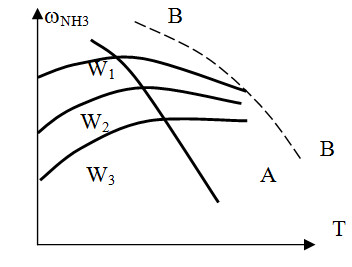
Оптимальный температурный режим процесса определяется общими закономерностями влияния температуры на выход продукта экзотермического обратимого каталитического процесса, которым является производство аммиака (рис.8.7).
Рисунок 8.7 – Зависимость содержания аммиака в газе после синтеза от температуры и объемной скорости газа (W3 > W2 > W1).
Для каждого значения объемной скорости газовой смеси W содержание аммиака в ней увеличивается с ростом температуры до определенного предела, отвечающего максимальной скорости процесса и содержанию аммиака в газе. Очевидно, эта температура отвечает наибольшей интенсивности катализатора.
Повышение объемной скорости снижает выход аммиака. Линия А, соединяющая максимумы кривых wNH3 = f(T) для различных значений объемной скорости w, соответствует кривой оптимальных температур, линия ВВ представляет равновесную кривую.
Однако с ростом объемной скорости газа возрастает интенсивность катализатора (рис.8.8). Поэтому увеличение объемной скорости газа до определенного предела положительно сказывается на выходе аммиака.
Рисунок 8.8 – Зависимость интенсивности катализатора от объемной скорости при Р1 > P2
Дальнейшее повышение ее приводит к увеличению затрат на транспортировку газа, нарушению автотермичности и снижению полноты выделения аммиака из газовой смеси. Верхний предел объемной скорости определяется обычно именно автотермичностью процесса синтеза. На практике в установках среднего давления объемная скорость газа выбирается в пределах ч Состав азотоводородной смеси интенсивности катализатора выбирается возможно более близким к стехиометрическому, что обеспечивает максимальную степень превращения компонентов в аммиак.
Так как степень превращения не превышает 0,14 – 0,20 дол. един., то процесс синтеза аммиака строится по циркуляционной схеме с отделением образующегося аммиака от непрореагировавшей АВС и возвращением оставшейся части ее в реактор, как это показано на рис. 8.9 Так как синтез аммиака идет с сокращением объема, то в циркулирующей АВС накапливаются инертные примеси (аргон, метан), что приводит к снижению выхода аммиака вследствие уменьшения концентрации азота и водорода в ней. Для устранения этого часть циркулирующей АВС периодически выводится из цикла аммиака в виде продувочного газа (оттдувка).
Рисунок 8.9 – Циркуляционная схема синтеза
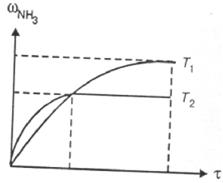
Рисунок 8.10- зависимость выхода аммиака от времени контактирования при различных температурах.
Для выделения образовавшегося аммиака из АВС ее охлаждают до температуры сжижения аммиака. При этом часть аммиака остается в АВС. Концентрация его зависит от температуры и изменяется от 0,015 об. доли при –20 0 С до 0,073 об. дол. при +20 0 С при давлении около 30 МПа. При использовании водяного и аммиачного охлаждения это обеспечивает остаточное содержание аммиака в циркулирующей АВС 0,03 – 0,05 об. дол.
Увеличение времени контактирования не может быть использовано для того, чтобы обеспечить в системе состояние равновесия, так как на практике синтез аммиака проводят в условиях, далеких от равновесных (см. выше). Однако при более высоких температурах приближение к состоянию равновесия достигается быстрее. На рис. 8.10 представлена зависимость выхода аммиака от времени контактирования при различных температурах. Из нее следует, что при более высокой температуре Т2 состояние равновесия может быть достигнуто быстрее, чем при более низкой температуре Т1, хотя выход аммиака при этом меньше.
8.5. Технологическая схема производства аммиака
8.5.1. Выбор схемы производства
Определяющим параметром в производстве аммиака из азотоводородной смеси является давление синтеза. В зависимости от применяемого давления все системы производства синтетического аммиака делятся на:
системы низкого давления (10–15 МПа) ;
системы среднего давления (25–60 МПа) ;
системы высокого давления (60–100 МПа) .
Методом математического моделирования было найдено, что экономически наиболее выгодным является проведение процесса при среднем давлении. На стадиях компрессии газа, синтеза аммиака и конденсации его из АВС капитальные и энергоматериальные затраты с повышением давления снижаются до определенного предела. Оптимальным давлением является давление 32 МПа. Дальнейшее повышение давления не приводит к существенному снижению затрат, но усложняет технологическую схему производства.
В системе среднего давления обеспечивается достаточно высокая скорость процесса, простота выделения аммиака из газовой смеси, возможность одновременного получения жидкого и газообразного продуктов. Вследствие этого в мировой и отечественной практике распространены установки среднего давления.
5.2. Технологическая схема производства
На рис. 8.11 приведена технологическая схема современного производства аммиака, при среднем давлении производительность 1360 т/сутки. Режим ее работы характеризуется следующими параметрами:
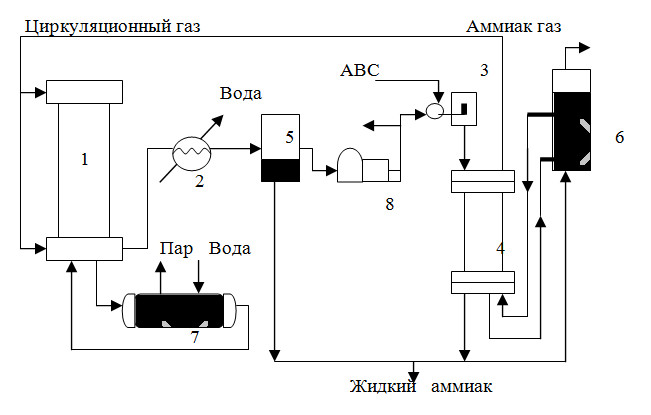
Рисунок 8.11 – Технологическая схема производства аммиака:
колонна синтеза;
водяной конденсатор;
смеситель (инжектор) свежей АВС и циркуляционного газа;
Смесь свежей АВС и циркуляционного газа под давлением подается из смесителя 3 в конденсационную колонну 4, где из циркуляционного газа конденсируется часть аммиака, откуда поступает в колонну синтеза 1. Выходящий из колонны газ, содержащий до 0,2 об.дол.аммиака (w2) направляется в водяной холодильник–конденсатор 2 и затем в газоотделитель 5, где из него отделяется жидкий аммиак. Оставшийся газ после компрессора 8 смешивается со свежей АВС и направляется сначала в конденсационную колонну 4, а затем в испаритель жидкого аммиака 6, где при охлаждении до –20 0 С также конденсируется большая часть аммиака. Затем циркуляционный газ, содержащий около 0,03 об.дол.аммиака, поступает в колонну синтеза 1. В испарителе 6 одновременно с охлаждением циркуляционного газа и конденсацией содержащегося в нем аммиака происходит испарение жидкого аммиака с образованием товарного газообразного продукта.
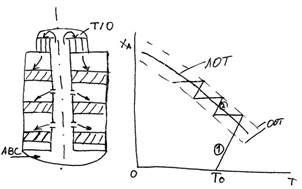
Основной аппарат технологической схемы – колонна синтеза, представляющая собой реактор РИВ–Н. Колонна состоит из корпуса и насадки различного устройства, включающей катализаторную коробку с размещенной в ней контактной массой, и систему теплообменных труб. Для процесса синтеза аммиака существенное значение имеет оптимальный температурный режим. Для обеспечения максимальной скорости синтеза процесс следует начинать при высокой температуре и по мере увеличения степени превращения понижать ее в соответствии с линией оптимальных температур (ЛОТ), как это показано на рис. 8.12а. Регулирование температуры и обеспечение автотермичности процесса обеспечиваются с помощью теплообменников, расположенных в слое контактной массы и дополнительно подачей части холодной АВС в контактную массу, минуя теплообменник (рис. 8.12).
С учетом последовательного изменения температуры при прохождении реакционной смеси и продуктов реакции через теплообменные устройства, катализаторную коробку и котел–утилизатор температурный режим работы колонны синтеза может быть представлен графиком (рис.8.13).
Для защиты корпуса колонны от действия высоких температур, способствующих диффузии водорода в сталь и ее разрушению, холодная АВС, поступающая в колонну, прежде чем пройти в катализаторную коробку проходит сначала по кольцевому пространству между корпусом и насадкой, непрерывно омывая стенки колонны и охлаждая их.
Рисунок 8.12 – Изменение температуры в катализаторной коробке (а). Схема поступления АВС в катализаторную коробку (б).
Рисунок 8.13 – График изменения температур в колонне синтеза
В промышленности выпускаются два сорта (первый и второй) жидкого аммиака и водный раствор его (аммиачная вода). Согласно с ГОСТом 6221–75 аммиак первого сорта должен содержать не менее 99,9% и второго сорта не менее 99,6% NH3. Аммиак 1–го сорта применяется в качестве хладагента в холодильных машинах и минерального удобрения, 2–го сорта – используется в производстве азотной кислоты.
8.6. Совершенствование аммиачного производства
Совершенствование промышленного производства аммиака идет по следующим основным направлениям:
кооперация производства аммиака с производствами основного органического синтеза на базе использования природного газа и газов нефтепереработки;
создание агрегатов большой (до 3000 т/сутки) единичной мощности;
применение колонн синтеза с кипящим слоем катализатора;
разработка новых катализаторов, устойчивых к ядам с низкой (300 0 С) температурой зажигания, позволяющих вести процесс синтеза без снижения выхода аммиака при низких (10 МПа) давлениях.
Технология аммиака. Физико-химические основы синтеза. Аппаратурное оформление процесса.
Аммиак – ключевой продукт различных азотсодержащих веществ, применяемых в промышленности и сельском хозяйстве. Аммиак используется для получения азотной кислоты, полимерных материалов, в холодильной технике, для производства минеральных удобрений.
Состав аммиака был установлен Бертолле в 1784 году. Аммиак – NH3 – основание, умеренно сильный восстановительный агент и эффективный комплексообразователь.
NH3— газ с резким запахом.
Растворимость: в 1л воды растворяется 700 л NH3
С воздухом аммиак образует взрывчатую смесь в интервале (15-27%)NH3
Синтез аммиака из элементов осуществляется по уравнению реакции: N2+3H2↔2NH3+Q – обратимая, экзотермическая.
Согласно принципу Ле-Шателье при нагревании равновесие смещается влево, в строну уменьшения выхода аммиака. Реакция синтеза аммиака протекает с уменьшением объема. Значит для интенсификации процесса получения аммиака необходимо: t↓ (420-550 ᵒС) и p↑ 320 атм, катализатор Fe.
Синтез аммиака протекает с заметной скоростью только в присутствии катализатора, причем твердого катализатора (железо). Гетерогенно-каталитический процесс синтеза аммиака имеет сложный механизм:
1) внешняя диффузия N2 и Н2 к поверхности катализатора;
2) Диффузия внутри пор катализатора
3) Химическая реакция на поверхности катализатора
3.1 Абсорбция на активных центрах Ϭ катализатора
3.2 Взаимодействие поверхностных комплексов:
NϬ+HϬ→NHϬ+Ϭ (NHϬ — имид)
3.3 десорбция NH3 с поверхности катализатора
4) Диффузия NH3 в порах катализатора
5) Диффузия NH3 через пограничную газовую пленку в газовый поток.
Лимитирующая стадия – хемосорбция азота (диффузия внутри пор катализатора).
Скорость обратимой реакции получения аммиака из элементов на большинстве катализаторов описывается уравнением Темкина-Пыжева:
Скорость реакции синтеза аммиака зависит от температуры, давления и состава реакционной смеси. Оптимальными считают такие значения указанных параметров, при которых скорость процесса максимальна.
Из этого уравнения видно, что скорость прямой реакции синтеза пропорционально р 1,5 , а скорость обратной – р 0,5 . Очевидно, что с ростом давления скорость процесса увеличивается.
С ростом давления увеличивается расход электроэнергии, при понижении давления снижается расход энергии, но увеличиваются размеры аппаратов. Для определения оптимального давления синтеза была использована комплексная математическая модель агрегата синтеза аммиака. В качестве критерия оптимизации – приведенные затраты.
На основании анализа определено, что наиболее эффективным является давление около 30 МПа.
1) высокое давление
2) наличие циркуляционного контура
3) использование холода для разделения газовой смеси
Так как присутствие инертных примесей в реакционной смеси равносильно снижению общего давления, то с увеличением содержания метана, аргона и гелия в смеси скорость реакции синтеза уменьшается.
С повышением содержания аммиака общая скорость реакции падает.
Влияние объемной скорости потока υ.
Увеличение объемной скорости смеси приводит к уменьшению прироста содержания аммиака и, тем самым к росту средней скорости и повышению производительности процесса.
Увеличение υV в 4 раза снижает хА на 20%.
Рабочие υV=30*10 3 1/час
1 – синтез аммиака
2 – выделение аммиака
Реакция синтеза аммиака обратима, поэтому полного превращения азота и водорода в аммиак за время их однократного прохождения через аппарат не происходит. Для более полного использования реагентов необходима их многократная циркуляция через колонну синтеза.
Устройство колонны синтеза.
— прочность (320 атм.)
— оптимальный температурный режим
— использование избыточного тепла
АВС – для снижения температуры
1 – колонна синтеза
Давление 30 МПа
8 – аммиачный холодильник.
Чтобы выделить аммиак, азотоводородную смесь вместе с аммиаком охлаждают до температуры сжижения аммиака. Концентрация аммиака в азотоводородной смеси, содержащей инертные газы, в состоянии насыщения при давлении 30 МПа и различных температурах:
Т, ᵒС
-10
СNH3, %
2,1
3,2
4,7
5,5
7,3
СNH3 – остаточное в газе (то, что остается и не конденсируется).
Поэтому целесообразно в систему подавать жидкий аммиак, который охлаждает газ до -10ᵒС
Часть газа накапливается (Ar) и поэтому от них надо избавляться. Это делается путем сбрасывания продувки. 7% нашего газа сбрасывается в трубу и сжигается.
Свежий газ (азото-водородная смесь) после очистки от посторонних примесей и после охлаждения поступает нижнюю часть конденсационной колонны 7 для очистки от остаточных примесей СО2, Н2О. Свежий газ барботирует через слой сконденсировавшегося жидкого аммиака, особождается от водяных паров и следов СО2, насыщается аммиаком и смешивается с циркуляционным газом. Полученная смесь проходит по трубкам теплообменника конденсационной колонны и нагревается в теплообменнике 2, протекая по трубам. Затем поступает в колонну синтеза 1. В колонне синтеза 1 газ проходит снизу вверх по кольцевой щели между корпусом колонны и поступает в межтрубное пространство внутреннего теплообменника, размещенного в горловине колонны синтеза. В теплообменнике циркуляционный газ нагревается до температуры начала реакции и затем проходит четыре слоя катализатора, концентрация аммиака в газе увеличивается. Пройдя через центральную трубу азотоводородно-аммиачная смесь направляется во внутренний теплообменник, где охлаждается до 300ᵒС. Дальнейшее охлаждение в теплообменнике 3, в трубном пространстве теплообменника 2 холодным циркуляционным газом. Часть аммиака конденсируется. Жидкий аммиак, сконденсировавшийся при охлаждении, отделяется в сепараторе 6, смешивается с жидким аммиаком из конденсационной колонны 8 и из нижней ее части.
Циркуляционный газ поступает в систему вторичной конденсации, поступает в колонну 8 охлаждается до 18ᵒС за счет аммиака охлажденного в аммиачной колонне 8. В сепарационной части колонны 8 происходит отделение жидкого аммиака от газа и смешение свежей АВС с циркуляционным газом.
Курсовая работа: Производство аммиака
Название: Производство аммиака Раздел: Рефераты по химии Тип: курсовая работа Добавлен 15:16:47 26 декабря 2010 Похожие работы Просмотров: 3071 Комментариев: 19 Оценило: 5 человек Средний балл: 3.6 Оценка: неизвестно Скачать
1. Введение
Во всех индустриально развитых странах азотная промышленность является в настоящее время одной из основных ведущих отраслей. Доказательством этого служат цифры, характеризующие стремительный рост производство связанного азота. В 1955г во всем мире было произведено аммиака около 8 млн. т, в 1965г — 20 млн. т, в 1975г — 66 млн. т, в 1980г — 100 млн. т, в 1985 — 120 млн. т.
Такое бурное развитие азотной промышленности диктуется в первую очередь необходимостью удовлетворения неудержимо растущего населения земного шара продуктами земледелия. Без минеральных удобрений, и в первую очередь азотных, невозможно решить задачи интенсификации сельского хозяйства.
Производству азотных удобрений и их основы, аммиака, в нашей стране всегда уделялось первостепенное внимание. Среднегодовой прирост темпа аммиака за последние 20 лет составлял 10-19%.
Производство аммиака, как известно, отличается большой энергоемкостью. Историю развития производства аммиака можно рассматривать как борьбу за повышение полезного использования электрической, тепловой, и механической энергии. На первых установках производства аммиака к. п. д. на превышал 10-11%. Использование природного газа в производстве аммиака увеличило общий энергетический к. п. д. до 40%. Современные энерготехнологические агрегаты аммиака практически автономны и имеют производительность 450-500 тыс. т. в год и общий энергетический к. п. д.50-52%. Это обеспечено достижениями химической технологии, химического и энергетического машиностроения, металлургической и приборостроительной промышленности, а также высокой квалификацией строителей, монтажников, эксплуатационников.
2. Характеристика исходного сырья
Сырьем для получения продуктов в азотной промышленности является атмосферный воздух и различные виды топлива.
В число постоянных составляющих воздуха входят следующие газы (в% по объему): азот — 78,16; кислород — 20,90; аргон — 0,93; гелий, неон, криптон, ксенон и другие инертные газы — 0,01. В технических расчетах принимают, что воздух содержит 79% азота и 21% кислорода.
Для синтеза аммиака в некоторых схемах необходима азотоводородная смесь в соотношении N2: H2=1: 3. Азот получают разделением воздуха или же совместно с водородом в виде азотоводородной смеси. В других схемах используют и чистый жидкий азот для тонкой очистки синтез — газа от вредных примесей, и газообразный, вводя его в строго корректируемом соотношении в конвертированный газ. В последнем случае воздух подвергают разделению методом глубокого охлаждения.
Поскольку ресурсы атмосферного азота огромны, то сырьевая база азотной промышленности в основном определяется вторым видом сырья — топливом, применяемым для получения водорода или водородсодержащего газа.
В настоящее время основным сырьем в производстве аммиака является природный газ.
Синтез-газ из твердых топлив. Первым из основных источников сырья для получения синтез — газа явилось твердое топливо, которое перерабатывалось в газогенераторах водяного газа по следующим реакциям:
C+H2O ↔ CO +H2; ΔH>0
Катализатора синтеза аммиака необратимо отравляются сернистыми соединениями и хлором. Их концентрация в газе в сумме не должна превышать 5 10-5%.
Кислородосодержащие соединения (H2O, СО, СО2) и кислород, присутствующие в азотоводородной смеси, являются сильными каталитическими ядами, снижающими активность катализатора обратимо. Их отравляющее действие пропорционально содержанию в них кислорода. Если в составе свежего газа имеются Кислородосодержащие примеси или масло, газ следует вводить в цикл перед вторичной конденсацией для удаления вредных соединений конденсирующимся NH3.
Для получения катализатора высокой активности при восстановлении необходимо предотвращать повышение концентрации паров воды в газовой фаза. Поэтому процесс восстановления катализатора проводят при высокой объемной скорости, низком давлении, постепенном повышении температуры и высокой степени очистки газа восстановителя, поступающего на катализатор.
В промышленных колоннах катализатор восстанавливают циркуляционной азотоводородной смесью при объемной скорости 5000-10000ч-1 и давлении 50-100 ат. Концентрация водяного пар в газе, выходящем из колонны синтеза, не должна превышать 3000 см3/м3.
Основные условия высокой стабильной производительности установок синтеза аммиака:
· высокая степень очистки азотоводородной смеси от каталитических ядов и инертных примесей;
· поддержание соотношения N2: H2 близкого к 1: 3;
· оптимальная температура процесса по длине каталитической зоны;
· снижение содержания аммиака на входе в контактный аппарат;
· совершенная конструкция контактного аппарата (колонна синтеза).
Основные принципы управления процессом синтеза аммиака.
Эксплуатация систем синтеза аммиака сложна из-за наличия многочисленных прямых и обратных связей между регулируемыми и регулирующими параметрами процесса.
Наибольшая эффективность достигается при оптимизации таких параметров процесса, как давление, температурный режим, объемная скорость, состав газа, подаваемого в реактор синтеза аммиака, по основным компонентам (Н2, N3, NНз) и примесям (яды, инерты):
1) Факторы, изменение которых приводит к изменению давления в системе. Изменение температурного уровня в реакторе влечет за собой изменение одновременно двух величин: равновесного содержания аммиака и скорости реакции. Причем увеличение температуры приводит к снижению равновесного содержания и ускорению реакции синтеза аммиака. Поэтому в промышленных условиях, обеспечивающих предельную для данных условий степень превращения (близкую к равновесной), подъем температуру приводит к пропорциональному снижению степени превращения. Изменение газовой нагрузки на входе в реактор влияет на давление в системе следующим образом: при уменьшении нагрузки степень конверсии увеличивается, что вызывает повышение температуры в зоне катализа и, в свою очередь, к увеличению давления в системе. И наоборот, увеличение газовой нагрузки на реактор (в известных пределах) приводит к снижению давления в системе. Кроме того, при повышении объемных скоростей, с одной стороны, снижается степень конверсии, а с другой — температурный уровень в зане катализа и увеличивается производительность реактора по аммиаку. Последнее связано с тем, что уменьшение производительности реактора от снижения концентрации аммиака в выходящем газе компенсируется увеличением объемной скорости, так как в процентах это увеличение значительно больше снижения концентрации аммиака.
Расход свежего синтез — газа в соотношении N2: H2=1: (2,5-3) зависит от режима работы, активности катализатора, заданной производительности установки. Синтез — газ, удаляемый из систему в виде аммиака и продувочных и танковых газов, непрерывно поступает от компрессора. При избытке синтез-газа давление в реакторе синтеза повышается до допустимого предела компрессора, а избыток его сбрасывается. Если же расход синтез — газа уменьшается (или недостаточен), вращение компрессора уменьшается и давление в системе снижается до достижения баланса между поступающим на синтез газом и получающимся аммиаком. I
Скорость реакции синтеза аммиака зависит от состава газовой смеси. оптимальным составом при равновесии, согласно закону действующих масс, является стехиометрический. Отклонение от равновесия ведет к более низкому значению оптимального соотношения вследствие влияния кинетических факторов. Максимальная скорость реакции в промышленных условиях наблюдается при соотношении Н2: N2=2,5-2,8. Поэтому в промышленных условиях при работе систем синтеза с предельным выходом аммиака (близким к равновесному) отклонение состава от оптимального соотношения приводит к снижению скорости процесса синтеза и, соответственно, к увеличению давления.
Увеличение содержания аммиака в газе на входе в реактор (повышение температуры вторичной конденсации) приводит к увеличению давления, так как снижается скорость реакции синтеза за счет торможения процесса продуктом реакции (аммиаком). Уменьшение начальной концентрации аммиака приводит более высоким степеням превращения и соответственно к снижению давления в системе.
Изменение содержания инертных газа в синтез — газе на входе в реактор приводит к изменению давления в системе за счет изменения эффективного давления, определяемого по уравнению:
где i — содержание инертных газов, доли от общего объема.
Изменение эффективного давления приводит соответственно к изменению степени конверсии и скорости реакции синтеза аммиака. Причем с ростом содержания инертных газов давление в системе синтеза увеличивается, а при их снижении — уменьшается.
Изменение активности катализатора также приводит к изменению давления в системе.
Температура, скорость процесса, чистота синтез — газа является основными причинами, приводящими к изменению активности катализатора. Так, при работе даже на чистом синтез — газе активность катализатора, подвергшегося действию высоких температур (530°С) в течении длительного времени, снижается необратимо за счет постоянно протекающих в катализаторе ре-кристаллизационных процессов.
Оптимальным в системе синтеза аммиака является возможно более низкое давление, обеспечивающее заданную производительность агрегата по аммиаку с учетом затрат на выделение продукта из циркуляционного газа.
2) Изменение температурного уровня в зоне катализатора возможно за счет следующих факторов.
Изменение давления. При повышении давления температурный уровень в реакторе повышается, так как возрастает степень превращения и соответственно тепловыделение, идущее на повышение температуры. Уменьшение давления приводит к снижению температуры.
Изменение расхода свежего синтез — газа. При поступлении избыточного давления свежего синтез — газа наблюдается рост давления и соответственно повышение температуры в зоне катализа. При уменьшении расхода синтез — газа снижаются давление и температурный уровень в реакторе.
Изменение газовой нагрузки на реактор. При снижении газовой нагрузки увеличивается степень конверсии и соответственно повышается температурный уровень в реакторе. Наоборот, увеличение газовой нагрузки снижает температуру в реакторе.
Содержание аммиака на входе в реактор. Уменьшение содержания аммиака повышает температурный уровень в зоне катализатора, так как при этом увеличивается степень конверсии, а увеличение содержания аммиака во входящем газе наоборот снижает температурный уровень в реакторе.
Содержание инертных газов в синтез — газе. Уменьшение содержания инертных газов приводит к повышению эффективного давления и соответственно повышение скорости процесса и степени конверсии, в результате чего температурный уровень в реакторе повышается. При увеличении содержания инертных газов температурный уровень в реакторе понижается.
Технологическая схема процесса
1 — Подогреватель газа.2 — Колонна синтеза аммиака.3 — Подогреватель воды.4 — Выносной теплообменник.5 – Циркуляционное колесо компрессора.6 – Сепаратор жидкого аммиака.7 – Блок аппарата воздушного охлаждения.8 – Конденсационная колонна.9 — Конденсационная колонна продувочных газов.10 – испаритель жидкого аммиака на линии продувочных газов.11 – Сборник жидкого аммиака.12 – Испаритель жидкого аммиака на линии танковых газов.13 – Сепаратор.14 – Промежуточная дренажая ёмкость.15 – Испарители житкого аммиака.16 – Магнитный фильтр.
Принципиальная технологическая схема синтеза аммиака в агрегате мощность 1360 т/сут на отечественном оборудовании.
Свежая азотоводородная смесь после очистки метанированием сжимается в центробежном компрессоре до давления 32 Мпа и после охлаждения в воздушном холодильнике (на схеме не показан) поступает в нижнюю часть конденсационной колонны 8 для очистки от остаточных примесей СОз, Н2О и следов масла. Свежий газ барботирует через слой сконденсировавшегося жидкого аммиака, освобождается при этом от водяных паров и следов СО2. и масла, насыщается аммиаком до 3-5% и смешивается с циркуляционным газом. Полученная смесь проходит по трубкам теплообменника конденсационной колонны и направляется в межтрубное пространство выносного теплообменника 4, где нагревается до 185-1950С за счет теплоты газа, выходящего из колонны синтеза. Затем циркуляционный газ поступает в колонны синтеза 2.
В колонне синтеза газ проходит снизу вверх по кольцевой щели между корпусом колонны и кожухом насадки и поступает в межтрубное пространство внутреннего теплообменника, размещенного в горловине корпуса колонны синтеза. В теплообменнике циркуляционный газ нагревается до температуры начала реакции 400-440°С за счет теплоты конвертированного газа и затем последовательно проходит четыре слоя катализатора, в результате чего концентрация аммиака в газе повышается до 15%. Пройдя через центральную трубу, при температуре 500-515°С азотоводородоаммиачная смесь направляется во внутренний теплообменник, где охлаждается до 330°С. дольней шее охлаждение газовой смеси до 215°С осуществляется в трубном пространстве подогревателя питательной воды 3, в трубном пространстве выносного теплообменника 4 до 65°С за счет холодного циркулирующего газа, идущего по межтрубному пространству, и затем в аппаратах воздушного охлаждения 7 до 40°С, при этом часть аммиака конденсируется. Жидкий аммиак, сконденсировавшийся при охлаждении, отделяется в сепараторе 6, а затем смесь, содержащая 10-12% NH3, идет на циркуляционное колесо компрессора 5 азотоводородной смеси, где сжимается до 32 Мпа.
Циркуляционный газ при температуре 50°С поступает в систему вторичной конденсации, включающую конденсационную колонну 8 и испарители жидкого аммиака 15. В конденсационной колонне газ охлаждается до 18°С и в испарителя за счет кипения аммиака в межтрубном пространстве до — 5°С. Из трубного пространства испарителей смесь охлажденного циркуляционного газа и сконденсировавшегося аммиака поступает в сепарационную часть конденсационной колонны, где происходит отделение жидкого аммиака от газа и смешение свежей азотоводородной смеси с циркуляционным газом. Далее газовая смесь проходит корзину с фарфоровыми кольцами Рашига, где отделяется от капель жидкого аммиака, поднимается по трубкам теплообменника и направляется в выносной теплообменник 4, а затем в колонну синтеза.
Жидкий аммиак из первичного сепаратора проходит магнитный фильтр 16, где из него выделяется катализаторная пыль, и смешивается с жидким аммиаком из конденсационной колонны 8. Затем его дросселируют до давления 4 Мпа и отводят в сборник жидкого аммиака 11. В результате дросселирования жидкого аммиака до 4 Мпа происходит выделение растворенных в нем газов Н2, N2, O2, CH4. Эти газы, называемые танковыми, содержат 16-18% NН3. Поэтому танковые газы направляют в испаритель 12 с целью утилизации аммиака путем его конденсации при — 25°С. Из испарителя танковые газы и сконденсировавшийся аммиак поступает в сепаратор 13 для отделения жидкого аммиака, направляемого в сборник жидкого аммиака 11.
Для поддержания в циркуляционном газе постоянного содержания инертных газов, не превышающего 10%, производится продувка газа после первичной конденсации аммиака (после сепаратора 6). Продувочные газы содержат 8-9% NН3, который выделяется при температуре — 25. -30°С в конденсационной колонне 9 и испарители 10 продувочных газов. Смесь танковых и продувочных газов после выделения аммиака используется как топливный газ.
6. Охрана окружающей среды в производстве аммиака
Крупнотоннажное производство аммиака характеризуют следующие выбросы в окружающую среду:
1) газовые, содержащие в своем составе аммиак, оксиды азота и углерода и другие примеси
2) сточные воды, состоящие из конденсата, продуктов промывки реакторов и систем охлаждения;
3) низко потенциальную теплоту.
Относительная концентрация токсичных примесей производства аммиака в виде оксида углерода и оксидов азота в отходящих газах невысока, но когда происходит восстановление оксидов азота до элементного азота, для устранения даже незначительных выбросов разрабатываются специальные мероприятия. Полное исключение токсичных выбросов возможно при использовании каталитической очистки в присутствии газа-восстановителя.
В результате воздушного охлаждения и замены поршневых компрессоров турбокомпрессорами значительно уменьшилось потребление воды на 1 т МНз, что привело к существенному снижению количества сточных вод (а в 50 раз).
Низкопотенциальную теплоту удается утилизировать повышением ее потенциала: это достигается вводом некоторого количества высокопотенциальной теплоты. Но этот путь получения механической энергии связан с увеличением загрязненности воздушного бассейна дымовыми газами. Одним из способов уменьшения выбросов и повышения эффективности производства аммиака является применение энерготехнологической схемы с парога-зовым циклом, в котором в качестве рабочей теплоты используется не только теплота водяного пара, но и продуктов сгорания топлива.