Тепловой баланс процесса резания
Дата добавления: 2015-07-09 ; просмотров: 3902 ; Нарушение авторских прав
В процессе резания тепловые явления играют важную роль. Именно они определяют температуру в зоне резания, которая оказывает прямое влияние на характер образования стружки, нарост, усадку стружки, силы резания и микроструктуру поверхностного слоя. Еще более существенно воздействует температура резания на интенсивность затупления инструмента и период его стойкости.
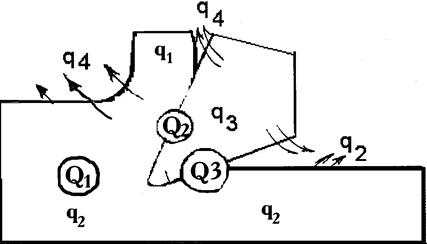
Пути распространения тепловых потоков без учёта искусственного охлаждения представлены на рисунке охлаждения представлены на рисунке. 
Рисунок 7.1 Схема движения тепловых потоков
Источником теплоты при резании металлов является работа, затрачиваемая: на пластические и упругие деформации в срезаемом слое и в слоях, прилегающих к обработанной поверхности и поверхности резания; 2) на преодоление трений по передней и задней поверхностям резца.
. В связи с меньшими пластическими деформациями и меньшим трением от сыпучей стружки надлома общее количество теплоты, образующейся при обработке чугунов, меньше, чем при обработке сталей (при прочих равных условиях), что подтверждается формулой количества теплоты, выраженной через работу и механический эквивалент теплоты:
где Q — количество теплоты, образующейся при резании, в кал/мин;
PzV — работа резания в Дж/мин; Pz — сила резания, совпадающая с направлением движения резания, в кгс; V—скорость резания в м/мин; Е — механический эквивалент теплоты, равный 427 Дж/кал.
При одинаковых условиях резания сила Pi при обработке чугунов меньше , чем при обработке сталей, а следовательно, меньшим будет и количество теплоты.
Теплота, выделяющаяся в процессе резания, согласно законам физики, распространяется от участка с высшей температурой к участкам с низшей температурой.
Тепловой баланс при резании может быть выражен следующим уравнением;
где Q—общее количество теплоты, образующейся при резании; Qстр — количество теплоты, уносимой со стружкой; Qинс — количество теплоты, остающейся в резце; Qзаг —количество теплоты, остающейся в заготовке; Qокр.ср — количество теплоты, уходящей в окружающую среду при излучении.
Еще Я. Г. Усачев показал, что в стружку уходит от 60 до 86% общего количества теплоты, причем чем больше скорость резания, тем выше этот процент. В среднем при токарной обработке в стружку уходит 50—86% общего количества теплоты, в резец 40—10%, в заготовку 9—3% и в окружающую среду около 1%. На распределение теплоты между объектами влияет ряд факторов, наиболее важными из которых являются скорость резания и толщина среза; при чистовой обработке в заготовку уходит теплоты больше, чем при черновой обработке.
Теплота, переходящая в резец, размягчает его (снижает твердость) и делает менее износостойким. На стойкость инструмента в основном влияет высокая температура, создаваемая в тонких поверхностных слоях , подвергающихся износу. Под действием высокой температуры (температуры резания) в этих слоях могут происходить отпуск и соответствующие структурные изменения, сильно влияющие на твердость , а следовательно, и на интенсивность износа режущего инструмента.
Так, твёрдая структура мартенсит (HRC 62—65), получаемая в результате соответствующей термической обработки быстрорежущей стали, начиная с температуры 550—600°С, интенсивно распадается на менее твердые и износостойкие структуры (троостит, троосто-мартенсит), что делает инструмент из быстрорежущих сталей неработоспособным (быстроизнашивающимся), если его поверхности трения будут нагреваться в процессе резания до 600° С и выше.
Выделяясь в зоне стружкообразования и в местах контакта стружки с инструментом и инструмента с заготовкой, теплота влияет на состояние трущихся поверхностей (изменяя коэффициент прения), на точность обработки, на весь процесс резания и связанные с ним явления (деформации, наростообразование, упрочнение, износ инструмента и др.). .
В связи с этим необходимо знать влияние различных факторов на тепловыделение, распределение температурных полей и методы определения температуры в процессе резания
1.3. Тепловой баланс процесса резания
В процессе резания металлов происходит интенсивное тепловыделение. Практически вся механическая работа, затрачиваемая на срезание припуска заготовки, превращается в теплоту. Полное количество теплоты Q, выделяющейся в единицу времени, можно определить из выражения:
где Р — сила резания;
V — скорость резания.
Тепловой баланс в процессе резания можно представить в следующем виде:
Где Qd — количество теплоты, выделяемой при упругопластичной деформации обрабатываемого материала;
QM — количество теплоты, выделяемой при трении стружки о переднюю поверхность лезвия режущего инструмента;
количество теплоты, выделяемой при трении задней поверхности режущего инструмента о заготовку;
Qc — количество теплоты, отводимое стружкой;
количество теплоты, отводимое заготовкой;
Qu — количество теплоты, отводимое режущим инструментом;
Q, — количество теплоты, отводимое в окружающую среду.
В зависимости от технологического метода и условий обработки стружкой отводится от 25 до 85% всей выделяемой теплоты; заготовкой — 10-50%; инструментом — 2-8%. Количественное распределение теплоты, отводимое стружкой через инструмент и заготовку, зависит главным образом от скорости резания V^.
Нагрев режущего инструмента в зоне контакта с прирезцовой стороной стружки до высоких температур (t=800 °С и выше) и связанное с этим тепловыделение отрицательно влияет на инструмент и заготовку: вызывает снижение твердости режущего инструмента и потерю его режущих свойств, структурные превращения в поверхностном слое обрабатываемого металла. Нагрев инструмента вызывает изменение его геомет-рических размеров, что снижает точность обработки, вызывает погрешность геометрической формы обрабатываемых поверхностей.
Температурные деформации режущего инструмента, приспособления, заготовки и станка снижают не только точность, но и качество обра- ботки. Изменение температурного поля по объему заготовки в процессе обработки приводит к погрешности формы обрабатываемых поверхностей. Необходимо отметить, что в значительной части работ по резанию металлов взаимосвязь стойкости инструмента и производительности обработки определялась на основе рассмотрения только тепловых зависимостей без учета трибологии резания [74].
Нагрев до высоких температур инструмента и заготовки отрицательно влияет на точность и качество обработки, на экологическую обстановку в цехе, на работу систем ЧПУ станков. Поэтому в механообрабаты- вающих цехах применяют меры по снижению отрицательного влияния высоких температур при резании. К основным методам борьбы с высокими температурами относятся:
использование обильного охлаждения СОЖ;
применение систем приточно-вытяжной вентиляции и систем кондиционирования воздуха,
проведение наиболее вредных операций в специальных помещениях.
Тепловой баланс процесса резания
Читайте также:
|