Основные и вспомогательные движения в станках
Для образования на детали винтовых поверхностей различного профиля инструменту и заготовке сообщаются необходимые движения: основные и вспомогательные. К основным движениям относят главное движение и движение подачи.
Главным движением в станке является то движение, которое определяет скорость резания, т. е. скорость снятия стружки с заготовки. Главное движение может быть вращательным или прямолинейным. В резьбонарезных станках его совершает либо инструмент, либо заготовка.
Движение подачи, совершаемое заготовкой или инструментом, или тем и другим вместе, — это такое движение в станке, которое обеспечивает подвод к инструменту все новых и новых участков заготовки для снятия с них стружки. Движение подачи так же, как и главное движение, может быть вращательным или прямолинейным. При этом движений подач в станке может быть несколько и среди них может быть, например, продольная, поперечная, круговая, тангенциальная подача.
Главное движение и движение подачи осуществляются путем перемещения соответствующих исполнительных звеньев станка, несущих инструмент и заготовку. Перемещения исполнительных звеньев связаны между собой (часто жесткой кинематической цепью).
Вспомогательные движения в станках не связаны непосредственно с процессом резания, но обеспечивают подготовку к его осуществлению. К вспомогательным относятся движения, связанные с установкой, закреплением, освобождением и снятием заготовки и инструмента со станка, подводом и отводом инструмента, управлением станком, ускоренными перемещениями узлов станка, перемещением приборов, контролирующих обрабатываемые размеры и др.
Главное движение и движение подачи связаны с перемещением соответствующих исполнительных звеньев станка. Скорость перемещения этих звеньев задают исходя из условий, в которых происходит резьбонарезание. Обработку детали на станке необходимо вести с оптимальной скоростью резания, при которой достигается наибольшая производительность, обеспечивается выполнение технологических требований к качеству обработанной поверхности, наилучшим образом используются инструмент и станок. Оптимальная скорость резания определяется многими факторами: материалом заготовки и инструмента, геометрией режущих кромок инструмента, его стойкостью, требованиями к точности и шероховатости обработанной поверхности, величиной подачи и глубиной резания и др.
В каждом конкретном случае сочетания перечисленных факторов получается вполне определенная скорость резания. Для того чтобы на станке можно было всегда установить оптимальную скорость резания, в нем, очевидно, должен быть механизм для плавного (бесступенчатого) изменения скорости главного движения. Однако по ряду причин механизмы главного движения, особенно когда они вращательные, чаще выполняют со ступенчатым регулированием скоростей. В результате приходится считаться со следующим фактом. Дело в том, что для оптимальной расчетной скорости резания на станке со ступенчатым регулированием скорости главного движения, как правило, не найдется требуемой частоты вращения (или числа двойных ходов) исполнительного звена. Поэтому исходя из необходимости сохранения стойкости инструмента приходится устанавливать на станке ближайшую к оптимальной, но меньшую частоту вращения. В результате потеря скорости резания приводит к потере производительности процесса резания. При произвольном ступенчатом регулировании частот вращения исполнительного звена механизма главного движения потеря производительности процесса резания на разных ступенях регулирования будет различной, что нерационально при эксплуатации. Для того чтобы наибольшая потеря производительности процесса резания на любом участке ступенчатого регулирования скорости резания не превышала одной и той же величины (например, 10%), необходимо ступенчатый ряд частот вращения исполнительного звена строить по геометрической прогрессии со знаменателем ряда φ:
ni+1 = niφ ,
где ni и ni+1— соответственно предыдущая и последующая в ряду частоты вращения исполнительного звена.
Из формулы следует, что n2=n1φ, n3=n2φ, n4=n3φ и т. д., где n1, n2, n3, n4 — частоты вращения исполнительного звена.
Подачи в станке тоже могут быть расположены по геометрической прогрессии, но нередко их регулируют бесступенчато, а в резьбонарезных станках, особенно в цепи, обеспечивающей получение требуемого шага резьбы, ступени подач могут быть расположены по арифметической прогрессии или другой какой-либо закономерности.
Ступенчатое регулирование скоростей и подач в металлорежущих станках осуществляют с помощью сменных шкивов или сменных зубчатых колес, шестеренных коробок скоростей и сочетанием коробок скоростей со сменными зубчатыми колесами, с помощью многоскоростных электродвигателей, храповых механизмов и др.
Регулирование частоты вращения и скорости перемещения исполнительных звеньев главного движения и движения подачи осуществляют механизмами главного движения и движения подачи. В зависимости от назначения и конструкции станка механизмы главного движения и подачи выполняют различно. Однако любой сложный механизм состоит из отдельных элементов, которые обеспечивают исполнительным звеньям станка необходимые движения. Передача этих движений исполнительным звеньям от источника движения (электродвигателя) происходит в резьбонарезных станках в основном с помощью механических и гидравлических передач.
Практическая работа №10 «Составление уравнения кинематических цепей зубообрабатывающего станка»»

Инструкционная карта по дисциплине «Обработка металлов резанием, станки и инструменты» к практической работе №10 на тему «Составление уравнения кинематических цепей зубообрабатывающего станка» измененная и дополненная.
Просмотр содержимого документа
«Практическая работа №10 «Составление уравнения кинематических цепей зубообрабатывающего станка»»»
ИНСТРУКЦИОННАЯ КАРТА № 10
ПО ДИСЦИПЛИНЕ «ОБРАБОТКА МЕТАЛЛОВ РЕЗАНИЕМ, СТАНКИ И ИНСТРУМЕНТЫ»
Тема 6.3 Зубообрабатывающие станки
ПРАКТИЧЕСКАЯ РАБОТА №10
Тема «Составление уравнения кинематических цепей зубообрабатывающего станка»
Цель работы: Сформировать навыки составления уравнения кинематических цепей зубообрабатывающего станка.
Оборудование: Справочная литература, инструкционная карта, калькулятор.
Зубофрезерный станок, https://www.youtube.com/watch?v=QaQ1dYfn6Oc
Настройка зубофрезерного станка,
Справочник технолога-машиностроителя. Т.2./Под ред. А.Г. Косиловой и Р.К. Мещерякова. — М.: Машиностроение, 1986
Среди различных зубообрабатывающих станков наиболее распространены зубофрезерные станки, работающие червячной фрезой. К таким станкам относится станок 5М324А, конструктивные особенности которого во многом характерны для станков зубофрезерной группы. Станок предназначен для нарезания цилиндрических и червячных зубчатых колес в условиях крупносерийного и серийного производства.
Устройство зубофрезерного станка 5М324А (5К324А)
Станок 5М324А (рисунок 1) состоит из станины 1, на которой жестко закреплена стойка 8 и перемещается стол 17, с контрподдержкой 15. По направляющим стойки в вертикальном направлении перемещается каретка 11 с суппортом 13, несущим инструмент. В станине 1 размещены коробка 2 со сменными зубчатыми колесами гитары главного движения. Главный электродвигатель, приводящий во вращение стол с нарезаемым зубчатым колесом 23 и инструментальный шпиндель с червячной фрезой 24, находится с задней стороны станины. В станине размещен транспортер стружки, приводимый во вращение от отдельного электродвигателя. Резервуар для СОЖ находится в станине, откуда она насосом подается в зону обработки, а ее количество регулируется краном 12. Стойка 8 служит для размещения коробки 3 с механизмами перемещения каретки 11, которую можно перемещать вручную за квадрат 5 или автоматически, поворачивая рукоятку 4 в положение включения автоматической подачи. Под крышкой в находятся сменные зубчатые колеса гитары деления и сменные зубчатые колеса гитары дифференциала. На передней стенке стойки укреплен пульт управления 7. Каретка 11 снабжена передвигаемыми упорами 9 и 10, которые регулируют величину хода каретки. Упоры воздействуют на расположенные в стойке конечные выключатели, отключающие электродвигатель вертикального перемещения каретки. В корпусе стола 17 находится шпиндель, на котором устанавливают нарезаемое зубчатое колесо 23. Сверху корпуса стола 17 жестко закрепленаконтрподдержка 15 с поворотным кронштейном 14, который служит для центрирования оправки с заготовкой. Кронштейн поднимается и опускается гидроцилиндром, управляемым вручную краном 16. Корпус стола 17 можно перемещать вручную, вращая винт с квадратом 19. Рукояткой 18 устанавливают в определенное положение упоры стола. Вращением вручную валика 21 осуществляют смазку механизмов, расположенных в столе. На корпусе стола размещены упоры 20 и 22, которые нажимают на конечные выключатели, дающие команду на ускоренный подвод стола. По точности станок соответствует классу H (нормальная точность) и обладает высокой степенью автоматизации. Основные технические данные зубофрезерного станка 5М324А:
— Наибольший диаметр нарезаемых прямозубых колес, мм 500
— Наибольший модуль нарезаемых колес, мм 8
— Наибольшая длина зуба нарезаемых прямозубых колес, мм 350
— Наибольший угол наклона зубьев, град ±60
— Наименьшее число нарезаемых зубьев 12
— Наибольшие размеры устанавливаемой червячной фрезы, мм:
— Частота вращения червячной фрезы, об/мин 50 . . . 315
— Пределы вертикальной подачи червячной фрезы, мм /об 0,68 . . . 6,10
— Пределы радиальной подачи стола, мм/об 0,20 . 1,85
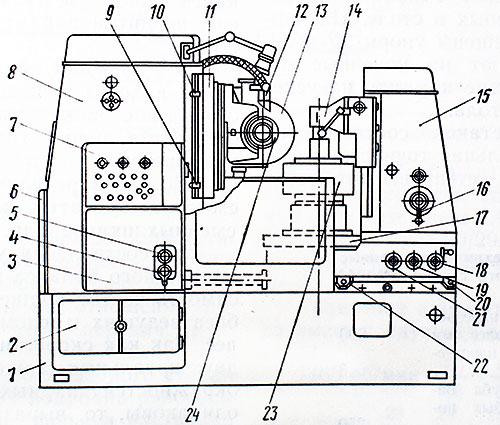
Рисунок 1 — Зубофрезерный станок 5М324А:
1 — станина, 2— коробка скоростей, 3 — распределительная коробка, 4 — валик ручного перемещения каретки, S — рукоятка автоматического перемещения каретки, 6 — коробка деления, 7 — пульт управления, 8 — стойка, 9, 10 — упоры регулирования хода каретки, 11 — каретка, 12 — кран охлаждения, 13 — суппорт, 14 — кронштейн, 15 — контрподдержка, 16 — кран перемещения кронштейна, 17 — стол, 18 — рукоятка установки упоров, 19 — винт перемещения стола, 20, 22 — упоры подвода стола, 21 — рукоятка смазки стола, 23 — заготовка, 24 — червячная фреза
В станке инструмент и заготовка связаны между собой и с источником движения, которым чаще всего является электродвигатель. Последовательный ряд сцепляющихся пар зубчатых, червячных и ременных передач, по которым вращение от какого-либо вала передается исполнительному органу, называют кинематической цепью. Так как параметры обработки зубчатых колес разнообразны и зависят от числа обрабатываемых зубьев, модуля, применяемого инструмента и т. д., то каждая кинематическая цепь имеет свой орган настройки. Кинематическая настройка станка в основном сводится к определению параметров органов настройки, с помощью которых должно быть достигнуто необходимое перемещение конечных звеньев кинематической цепи. Такие перемещения называют расчетными и используют для составления уравнения кинематического баланса, в которое еще входит и параметр органа настройки. Из уравнения кинематического баланса находят зависимость параметра органа настройки от постоянных коэффициентов цепи. Такая зависимость называется формулой настройки. По ней определяют числа зубьев сменных зубчатых колес, диаметры сменных шкивов и др. При составлении уравнения кинематического баланса используют зависимость частот вращения от чисел зубьев ведущих и ведомых зубчатых колес. Так как скорости вращения точек двух начальных (тоже и делительных) окружностей парных зубчатых колес одинаковы, то, выразив их через диаметр и частоту вращения, можно записать π*d1*n1 = π*d2*n2 или, заменив диаметр зубчатого колеса на его выражение через модуль и число зубьев, имеем π*mz1*n1 = π*mz2*n2.
где n2 — частота вращения ведомого зубчатого колеса; n1 — частота вращения ведущего зубчатого колеса; z1/z2 — передаточное отношение (i) зубчатой передачи. Передаточное отношение кинематической цепи, связывающее вращение каких-либо ее валов, равно произведению передаточных отношений составляющих эту цепь передач: ie = i1*i2*i3.
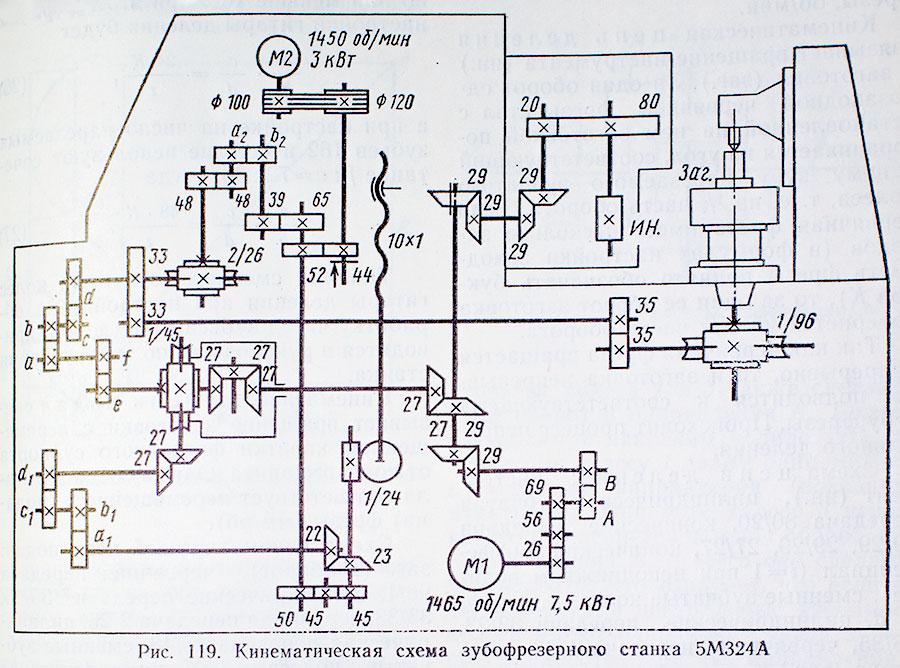
Рисунок 2 – Кинематическая схема зубофрезерного станка
На примере зубофрезерного станка 5М324А (рисунок 2) подробно разберем методику вывода формул настройки кинематических цепей зубообрабатывающих станков. Кинематическая схема станка слагается из следующих кинематических цепей: главного движения, деления, подач и дифференциала.
Цепь главного движения связывает вращение инструмента (ин.) с вращением главного электродвигателя следующим образом: электродвигатель М1 (1465об/мин), цилиндрические зубчатые передачи 26/56, 56/69, сменные зубчатые колеса А и В, конические зубчатые колеса 29/29, 29/29, 29/29, цилиндрическая передача 20/80, инструмент. Уравнение кинематического баланса имеет следующее выражение:

Конечные звенья обозначены: заг. — заготовка, ин. — инструмент, M1, М2 — электродвигатели. Решая это уравнение, находим формулу настройки гитары главного движения
где А и В — числа зубьев сменных зубчатых колес; nфр — частота вращения фрезы, об/мин.
Кинематическая цепь деления связывает вращение инструмента (ин.) и заготовки (заг.). За один оборот однозаходной червячной фрезы стол с установленной на нем заготовкой поворачивается на угол, соответствующий одному зубу нарезаемого зубчатого колеса, т. е. на 1/z часть оборота. Если червячная фреза имеет несколько заходов (в формулах настройки заходность фрезы принято обозначать буквой К), то за один ее оборот заготовка повернется на K/z часть оборота. Так как червячная фреза вращается непрерывно, то и заготовка непрерывно подводится к соответствующему зубу фрезы. Происходит процесс непрерывного деления. Схема цепи деления: инструмент (ин.), цилиндрическая зубчатая передача 80/20, конические передачи 29/29, 29/29, 27/27, конический дифференциал (i=1 при неподвижномводиле), сменные зубчатые колеса е, f, а, b, с, d, цилиндрические передачи 33/33, 35/35, червячная передача 1/96, заготовка (заг.). Орган настройки этой кинематической цепи со сменными зубчатыми колесами а, b, с, d, е и f называют гитарой деления. Уравнение кинематического баланса:

отсюда находим формулу настройки гитары деления, включающую в искомой части зубчатые колеса с числами зубьев а, Ь, с и d:
Зубчатые колеса е и f устанавливают на постоянные оси в двух сочетаниях чисел зубьев:
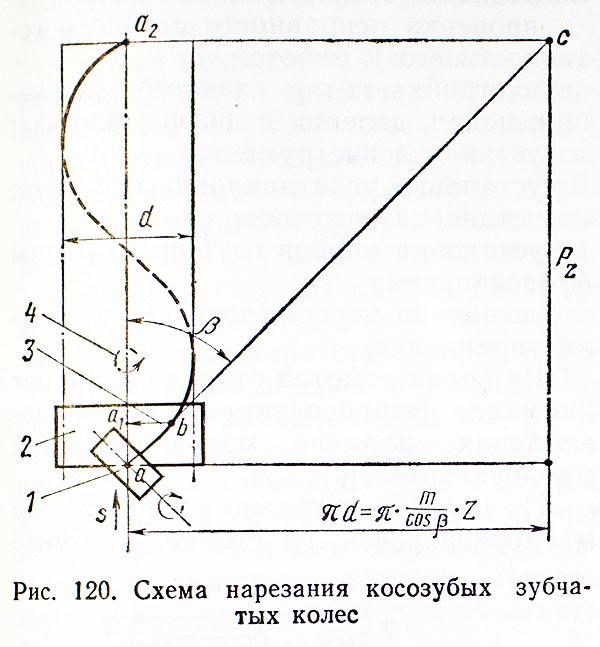
Рисунок 3 — Схема нарезания косозубых зубчатых колёс
Первое сочетание используют, если число зубьев нарезаемого колеса равно или меньше 161, при этом формула настройки гитары деления будет

а при настройке на число нарезаемых зубьев 162 и больше используют сочетание f : е = 72 : 36, тогда

Таблица сменных зубчатых колес гитары деления при настройке на обработку чисел зубьев от 12 до 200 приводится в руководстве по эксплуатации станка. Кинематическая цепь подач связывает вращение заготовки с перемещением каретки фрезерного суппорта от ходового винта. Одному обороту стола соответствует перемещение s (подача) фрезы (мм/об). Схема кинематической цепи подач: заг. (1 оборот), червячная передача 96/1, цилиндрические передачи 35/35, 33/33, червячная передача 2/26, цилиндрическая передача 48/48, сменные зубчатые колеса а2, b2, цилиндрические передачи 39/65, 50/45, 45/45, червячная передача 1/24, ходовой винт 10×1, суппорт. Уравнение кинематического баланса:

Отсюда получаем формулу настройки гитары подач где а2 и b2 — числа зубьев сменных зубчатых колес; s — величина вертикальной подачи, мм/об.

Кинематическая цепь дифференциала включается при нарезании косозубых зубчатых колес и связывает вращение заготовки с ходовым винтом вертикальной подачи (10×1). Схема нарезания таких зубчатых колес приведена на рис. 120. Нарезается правое зубчатое колесо 2 с перемещением червячной фрезы 1 в направлении снизу вверх вдоль оси зубчатого колеса, которое вращается в направлении 4. При перемещении фрезы из точки «а» в точку «a1», точка «b» зубчатого колеса также должна переместиться в точку «a1» — в данном случае в направлении 3, противоположном основному вращению 4. При прохождении фрезой пути из точки «а» в точку «а2», равного ходу зуба Pz, заготовка повернется на один оборот в направлении 3. Из геометрических построений, приведенных на рисунке 3, получим ход зуба по делительной окружности

В этой кинематической цепи основную роль играет механизм, называемый дифференциалом, назначение которого суммировать два вращательных движения (складывать или вычитать). В зубообрабатывающих станках применяют цилиндрические и конические дифференциалы. Принцип работы конического дифференциала показан на рисунке 4. Повернем мысленно весь дифференциал вокруг центральной оси I—III на один оборот в направлении А.
При этом зубчатые колеса 1 и 3 также сделают один оборот в направлении А.
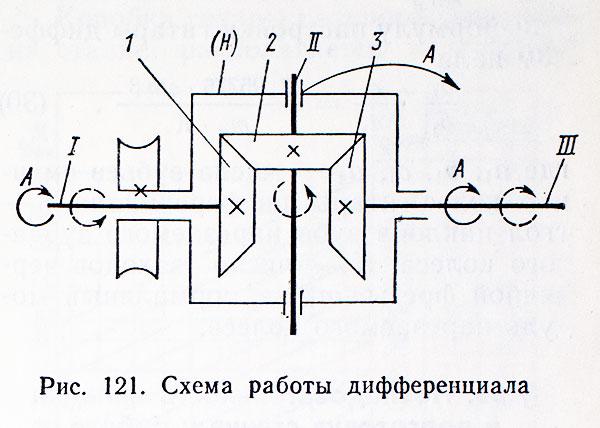
Рисунок 4 – Схема работы дифференциала
Теперь остановим и закрепим водило (H), а зубчатому колесу 1 дадим один оборот в обратном направлении (показано пунктиром). При этом колесо 3 через колесо 2 повернется на один оборот, но в направлении А, а всего оно сделает два оборота. Это означает, что если в дифференциале центральные зубчатые колеса имеют одинаковые числа зубьев и вращаются в разные направления, то передаточное отношение от водила к любому из центральных колес равно 2. Теперь снова вернемся к кинематической схеме (см. рисунок 2) и составим уравнение кинематического баланса цепи дифференциала, учитывая, что при перемещении инструмента на величину хода зуба (Pz) заготовка повернется на один оборот. Схема цепи дифференциала: ходовой винт 10×1, червячная передача 24/1, коническая передача 23/22, сменные зубчатые колеса гитары дифференциала a1b1c1d1, коническая передача 27/27, червячная передача 1/45, дифференциал (i=2), сменные зубчатые колеса гитары деления (i = 24K/z), цилиндрические передачи 33/33, 35/35, червячная передача 1/96, заготовка. Уравнение кинематического баланса:

Подставив в это уравнение значение Pz и преобразовав его, получим формулу настройки гитары дифференциала
где a1, b1, c1, d1 — числа зубьев сменных колес гитары дифференциала, β — угол наклона зуба нарезаемого зубчатого колеса, К — число заходов червячной фрезы, mn — нормальный модуль нарезаемого колеса.
Посмотреть видео 1. Изучить устройство зубофрезерного станка 5М324А.
Посмотреть видео 2. Изучить схемы цепи главного движения, цепи деления, цепи подач и цепи дифференциала. Изучить уравнения кинематического баланса и вывод формулы настроек гитары главного движения, гитары деления, гитары подач и гитары дифференциала.
Составить уравнения кинематического баланса и вывести формулы настроек гитары главного движения, гитары деления, гитары подач и гитары дифференциала.
Ответить на контрольные вопросы.
Составить уравнения кинематического баланса и вывести формулы настроек гитары главного движения, гитары деления.
Составить уравнения кинематического баланса и вывести формулы настроек гитары главного движения, гитары деления, гитары подач.
Составить уравнения кинематического баланса и вывести формулы настроек гитары главного движения, гитары деления, гитары подач и гитары дифференциала.
Цепь главного движения: электродвигатель М1 (1500 об/мин), цилиндрические зубчатые передачи 26/56, 56/69, сменные зубчатые колеса А и В, конические зубчатые колеса 27/27, 27/27, 27/27, цилиндрическая передача 20/80, инструмент.
Цепь деления: инструмент (ин.), цилиндрическая зубчатая передача 80/20, конические передачи 27/27, 27/27, 27/27, конический дифференциал (i=1 при неподвижномводиле), сменные зубчатые колеса е, f, а, b, с, d, цилиндрические передачи 33/33, 35/35, червячная передача 1/90, заготовка (заг.).
Цепь подач: заг. (1 оборот), червячная передача 90/1, цилиндрические передачи 35/35, 33/33, червячная передача 2/26, цилиндрическая передача 48/48, сменные зубчатые колеса а2, b2, цилиндрические передачи 39/65, 50/45, 45/45, червячная передача 1/24, ходовой винт 10×1, суппорт.
Цепи дифференциала: ходовой винт 10×1, червячная передача 24/1, коническая передача 23/22, сменные зубчатые колеса гитары дифференциала a1b1c1d1, коническая передача 27/27, червячная передача 1/45, дифференциал (i=2), сменные зубчатые колеса гитары деления (i = 24K/z), цилиндрические передачи 33/33, 35/35, червячная передача 1/90, заготовка.
Цепь главного движения: электродвигатель М1 (1400 об/мин), цилиндрические зубчатые передачи 26/56, 56/69, сменные зубчатые колеса А и В, конические зубчатые колеса 29/29, 29/29, 29/29, цилиндрическая передача 20/80, инструмент.
Цепь деления: инструмент (ин.), цилиндрическая зубчатая передача 80/20, конические передачи 29/29, 29/29, 27/27, конический дифференциал (i=1 при неподвижномводиле), сменные зубчатые колеса е, f, а, b, с, d, цилиндрические передачи 33/33, 35/35, червячная передача 1/96, заготовка (заг.).
Цепь подач: заг. (1 оборот), червячная передача 96/1, цилиндрические передачи 35/35, 33/33, червячная передача 2/26, цилиндрическая передача 48/48, сменные зубчатые колеса а2, b2, цилиндрические передачи 39/65, 50/45, 45/45, червячная передача 1/24, ходовой винт 10×1, суппорт.
Цепи дифференциала: ходовой винт 10×1, червячная передача 24/1, коническая передача 23/22, сменные зубчатые колеса гитары дифференциала a1b1c1d1, коническая передача 27/27, червячная передача 1/45, дифференциал (i=2), сменные зубчатые колеса гитары деления (i = 24K/z), цилиндрические передачи 33/33, 35/35, червячная передача 1/96, заготовка.
Цепь главного движения: электродвигатель М1 (1450 об/мин), цилиндрические зубчатые передачи 26/56, 56/69, сменные зубчатые колеса А и В, конические зубчатые колеса 29/29, 29/29, 27/27, цилиндрическая передача 20/80, инструмент.
Цепь деления: инструмент (ин.), цилиндрическая зубчатая передача 80/20, конические передачи 29/29, 29/29, 27/27, конический дифференциал (i=1 при неподвижномводиле), сменные зубчатые колеса е, f, а, b, с, d, цилиндрические передачи 33/33, 35/35, червячная передача 1/86, заготовка (заг.).
Цепь подач: заг. (1 оборот), червячная передача 86/1, цилиндрические передачи 35/35, 33/33, червячная передача 2/26, цилиндрическая передача 48/48, сменные зубчатые колеса а2, b2, цилиндрические передачи 39/65, 50/45, 45/45, червячная передача 1/24, ходовой винт 10×1, суппорт.
Цепи дифференциала: ходовой винт 10×1, червячная передача 24/1, коническая передача 23/23, сменные зубчатые колеса гитары дифференциала a1b1c1d1, коническая передача 27/27, червячная передача 1/45, дифференциал (i=2), сменные зубчатые колеса гитары деления (i = 24K/z), цилиндрические передачи 33/33, 35/35, червячная передача 1/96, заготовка.
Цепь главного движения: электродвигатель М1 (1460 об/мин), цилиндрические зубчатые передачи 26/56, 56/69, сменные зубчатые колеса А и В, конические зубчатые колеса 29/29, 29/29, 29/29, цилиндрическая передача 20/80, инструмент.
Цепь деления: инструмент (ин.), цилиндрическая зубчатая передача 80/20, конические передачи 29/29, 29/29, 27/27, конический дифференциал (i=1 при неподвижномводиле), сменные зубчатые колеса е, f, а, b, с, d, цилиндрические передачи 33/33, 35/35, червячная передача 1/92, заготовка (заг.).
Цепь подач: заг. (1 оборот), червячная передача 92/1, цилиндрические передачи 35/35, 33/33, червячная передача 2/26, цилиндрическая передача 48/48, сменные зубчатые колеса а2, b2, цилиндрические передачи 39/65, 50/45, 45/45, червячная передача 1/24, ходовой винт 10×1, суппорт.
Цепи дифференциала: ходовой винт 10×1, червячная передача 24/1, коническая передача 23/23, сменные зубчатые колеса гитары дифференциала a1b1c1d1, коническая передача 27/27, червячная передача 1/45, дифференциал (i=2), сменные зубчатые колеса гитары деления (i = 24K/z), цилиндрические передачи 33/33, 35/35, червячная передача 1/92, заготовка.
Цепь главного движения: электродвигатель М1 (1450 об/мин), цилиндрические зубчатые передачи 26/56, 56/69, сменные зубчатые колеса А и В, конические зубчатые колеса 29/29, 29/29, 29/29, цилиндрическая передача 10/40, инструмент.
Цепь деления: инструмент (ин.), цилиндрическая зубчатая передача 40/10, конические передачи 29/29, 29/29, 27/27, конический дифференциал (i=1 при неподвижномводиле), сменные зубчатые колеса е, f, а, b, с, d, цилиндрические передачи 33/33, 35/35, червячная передача 1/98, заготовка (заг.).
Цепь подач: заг. (1 оборот), червячная передача 98/1, цилиндрические передачи 35/35, 33/33, червячная передача 2/26, цилиндрическая передача 48/48, сменные зубчатые колеса а2, b2, цилиндрические передачи 39/65, 50/45, 45/45, червячная передача 1/24, ходовой винт 10×1, суппорт.
Цепи дифференциала: ходовой винт 10×1, червячная передача 24/1, коническая передача 23/22, сменные зубчатые колеса гитары дифференциала a1b1c1d1, коническая передача 27/27, червячная передача 1/45, дифференциал (i=2), сменные зубчатые колеса гитары деления (i = 24K/z), цилиндрические передачи 33/33, 35/35, червячная передача 1/98, заготовка.
Цепь главного движения: электродвигатель М1 (1460 об/мин), цилиндрические зубчатые передачи 26/56, 56/69, сменные зубчатые колеса А и В, конические зубчатые колеса 27/27, 27/27, 27/27, цилиндрическая передача 20/60, инструмент.
Цепь деления: инструмент (ин.), цилиндрическая зубчатая передача 60/20, конические передачи 27/27, 27/27, 29/29, конический дифференциал (i=1 при неподвижномводиле), сменные зубчатые колеса е, f, а, b, с, d, цилиндрические передачи 35/35, 37/37, червячная передача 1/80, заготовка (заг.).
Цепь подач: заг. (1 оборот), червячная передача 80/1, цилиндрические передачи 35/35, 33/33, червячная передача 2/26, цилиндрическая передача 48/48, сменные зубчатые колеса а2, b2, цилиндрические передачи 39/65, 50/45, 45/45, червячная передача 1/24, ходовой винт 10×1, суппорт.
Цепи дифференциала: ходовой винт 10×1, червячная передача 24/1, коническая передача 23/23, сменные зубчатые колеса гитары дифференциала a1b1c1d1, коническая передача 29/29, червячная передача 1/45, дифференциал (i=2), сменные зубчатые колеса гитары деления (i = 24K/z), цилиндрические передачи 33/33, 35/35, червячная передача 1/80, заготовка.
К какой группе и типу относится станок 5М324А? Расшифруйте марку станка.
Какие зубообрабатывающие станки наиболее распространены?
Перечислите основные конструктивные элементы станка 5М324А. Какому классу точности соответствует станок?
Наибольший диаметр нарезаемых прямозубых колес у станка 5М324А?
Наибольший модуль нарезаемых колес у станка 5М324А?
Что называют кинематической цепью станка?
Какая зависимость называется формулой настройки?
Из каких кинематических цепей складывается кинематическая схема станка?
Что связывает цепь главного движения?
Что связывает кинематическая цепь деления?
Что связывает кинематическая цепь подач?
Что связывает кинематическая цепь дифференциала?
Вывод: в ходе выполнения практической работы мы изучили …………. приобрели навыки …………
Альбом кинематических схем токарно-винторезного станка 1К62
Содержание
Назначение токарно-винторезного станка 1к62 и общее устройство
Станок предназначен для выполнения разнообразных токарных работ и в том числе для нарезания различных резьб и используется главным образом в условиях единичного и мелкосерийного производства.
Технические характеристики, фотографии и чертежи приведены на странице Токарно-винторезный станок 1К62.
Конструкция и характеристика работы основных узлов станка

Общий вид и компоновка станка 1К62 (рис. 1)
Основные узлы станка: станина 13, которая служит для соединения между собой всех узлов станка; передняя бабка 2, в которой помещены шпиндель 4 станка и коробка скоростей; суппорт 11, на котором закрепляется режущий инструмент; задняя бабка 15; коробка подач 3, передающая вращение ходовому валику 24 и ходовому винту 23; шкаф 20 с электрооборудованием станка; тумбы 22 и 29.
Станина станка 13 (см. рис. 1, а) опирается на левую 29 и правую 22 тумбы, с которыми она жестко скреплена. В левой тумбе помещен электродвигатель главного привода станка. В правой тумбе помещен насос, подающий охлаждающую жидкость по шлангу на режущий инструмент. Во внутреннюю полость тумбы жидкость стекает из корыта 27. Наиболее точное положение подвижных узлов станка обеспечивается комбинированными направляющими станины — призматической а и плоской б (рис. 1, б).
Передняя бабка 2 закреплена болтами на левой стороне станины. Во внутренней части бабки помещены шпиндель 4 и коробка скоростей, сверху закрытая крышкой.
Через сквозное отверстие шпинделя 4 при необходимости можно пропускать обрабатываемый на станке пруток, а в коническое гнездо шпинделя устанавливать передний центр. На правом выступающем конце шпинделя имеются центрирующий поясок, буртик и резьба для точной центровки и крепления планшайбы с патроном 5, в кулачки которого устанавливают обрабатываемые заготовки.
Суппорт 11 предназначен для перемещения закрепленных на нем режущих инструментов и состоит из следующих основных частей: каретки 6, фартука 25, поперечных салазок 7, средней поворотной части 8, верхних салазок 10 и четырехместного резцедержателя 9 для установки и закрепления режущих инструментов.
Каретка 6 перемещается в продольном направлении по призматической а и плоской б направляющим (рис. 1, б). Планки 1 и 2 каретки скользят по нижним направляющим г и в. Перемещение каретки вручную в продольном направлении осуществляется вращением маховика 26 (рис. 1, а).
Фартук 25 жестко закреплен на каретке 6. В нем помещены механизмы, преобразующие вращательное движение ходового валика 24 и винта 23 в поступательное движение суппорта.
Для устранения люфта в винтовой передаче гайка винта состоит из двух частей, которые разводятся клином. Средняя часть 8 вместе с имеющимися на ней направляющими верхних салазок 10, которая может быть повернута относительно оси станка на угол и закреплена на поперечных салазках 7, предназначена для обработки конических поверхностей изделий.
Верхние салазки 10 предназначены для перемещения резца вручную при вращении рукоятки 12. Точный отсчет величины перемещения суппорта вручную производится по лимбам с ценой деления 0,05 мм
Коробка подач 3 служит для передачи вращения ходовому валику 24 либо ходовому винту 23. Коробка подач связана со шпинделем станка передачей, в которую входит и гитара сменных колес, расположенная под щитком 1.
Задняя бабка 15 предназначена для поддержки задним центром обрабатываемых заготовок или для установки и перемещения осевых инструментов. Основные части задней бабки: плита 17, корпус 16, пиноль 14, прижимная планка 1 (рис. 1, в).
Задняя бабка перемещается по призматической а и плоской б направляющим (рис. 1, в) станины станка. Перемещение производится либо вручную, либо с помощью суппорта — в случае соединения с ним задней бабки замком (рис. 1, г). Замок состоит из планки 2, прикрепленной к поперечным салазкам 1, суппорта и планки 4, соединенной с плитой 3 задней бабки. Подводя суппорт к задней бабке и перемещая салазки 1 в поперечном направлении, заводят выступ планки 2 за выступ планки 4. При этом задняя бабка соединяется с суппортом и вместе с ним будет перемещаться в продольном направлении от механизма подач.
Для того чтобы вершина заднего центра была точно расположена на оси станка, корпус 16 (рис. 1, а) перемещают в поперечном направлении относительно плиты 17. Для обработки конических поверхностей деталей задний центр смещают винтом 19 от оси станка в направлении «на себя» или «от себя». Пиноль 14 имеет коническое отверстие для установки заднего центра или осевых инструментов.
Электрооборудование станка расположено в шкафу 20. На передней стенке шкафа помещена панель 18 с амперметром, указывающим ток главного электродвигателя станка, и переключателями, включающими станок в электрическую сеть, освещение станка и электродвигатель насоса, подающего охлаждающую жидкость.
Под крышкой 21 расположен электродвигатель ускоренного перемещения суппорта.
Схема кинематическая токарно-винторезного станка 1К62
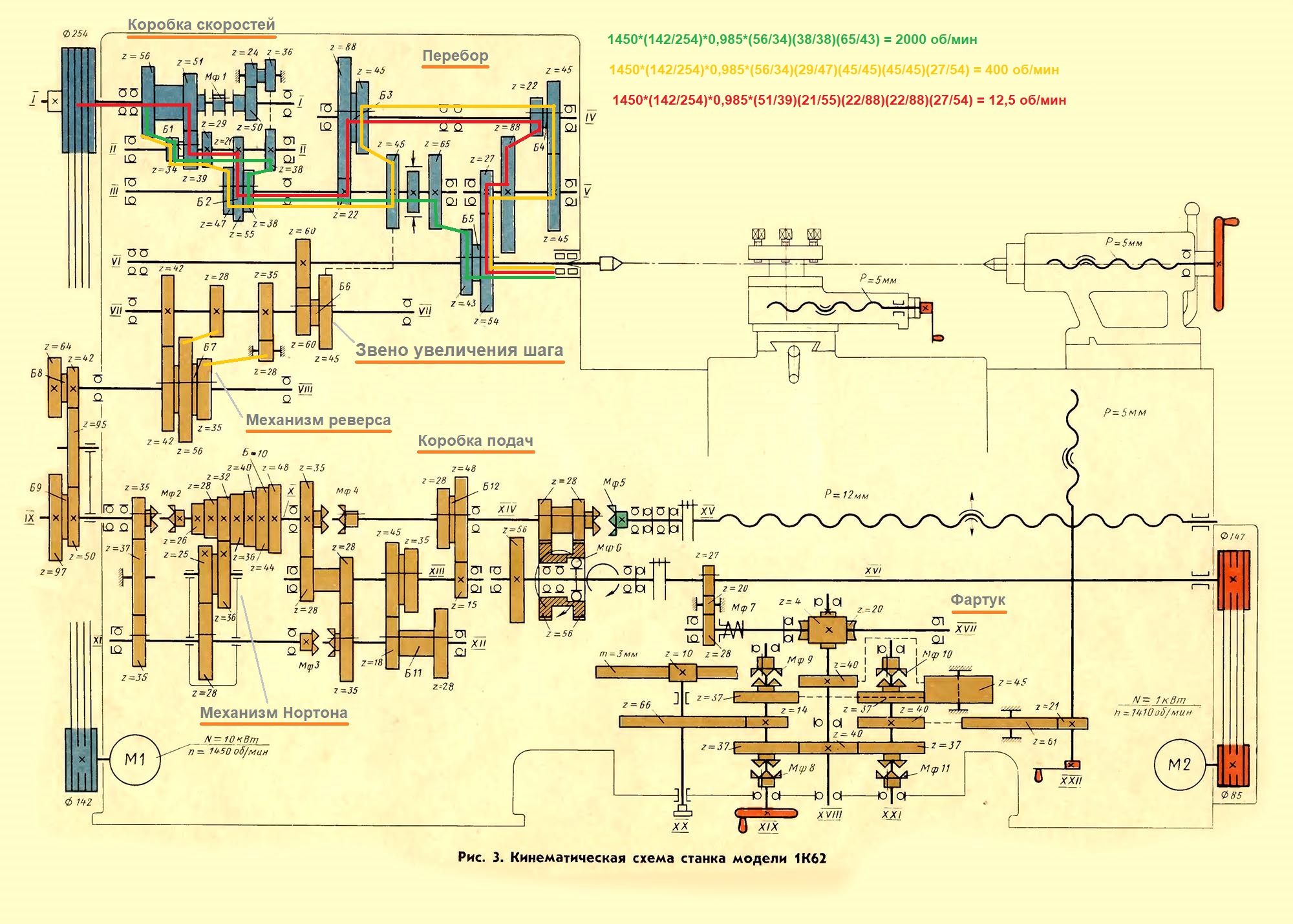
Кинематическая схема токарно-винторезного 1к62
Движения в станке: основные — главное движение, продольные и поперечные подачи суппорта; вспомогательные — быстрые перемещения суппорта, задней бабки и пиноли вручную.
Кинематическая цепь привода главного движения. Эта цепь обеспечивает передачу вращения от электродвигателя M1 шпинделю VI с возможностью включения разных частот его вращения (рис. 2). Шпиндель станка может иметь правое и левое направление вращения. При правом направлении вращения шпинделя уравнение баланса кинематической цепи привода главного движения запишется так (муфта Мф1 включена влево) (рис. 2, а):
Передняя бабка условно разделена на несколько частей (см.кинематическую схему):
- Фрикционный (входной) вал — фрикционный вал состоит из: двойной фрикционной муфты Мф1 с неподвижным двойным блоком (z=51, z=56), шестерни (z=50) и неподвижного блока реверса (z=24, z=36);
- Коробка скоростей — вал II с подвижным двойным блоком (Б1), вал III с подвижным тройным блоком (Б2);
- Перебор — вал IV с подвижными двойными блоками (Б3, Б4, Б5);
- Узел тормоза — ленточный тормоз на валу III;
- Шпиндель — с подвижным двойным блоком (Б5) включающем перебор и шестерней z=60 для передачи вращения на привод подач;
- Узел привода подач:
- Звено увеличения шага резьбы — блок Б6, обеспечивает увеличение выходной скорости по отношению к скорости шпинделя;
- Механизм реверса 2-х скоростной — блок Б7 служит для изменения направления движения суппорта.
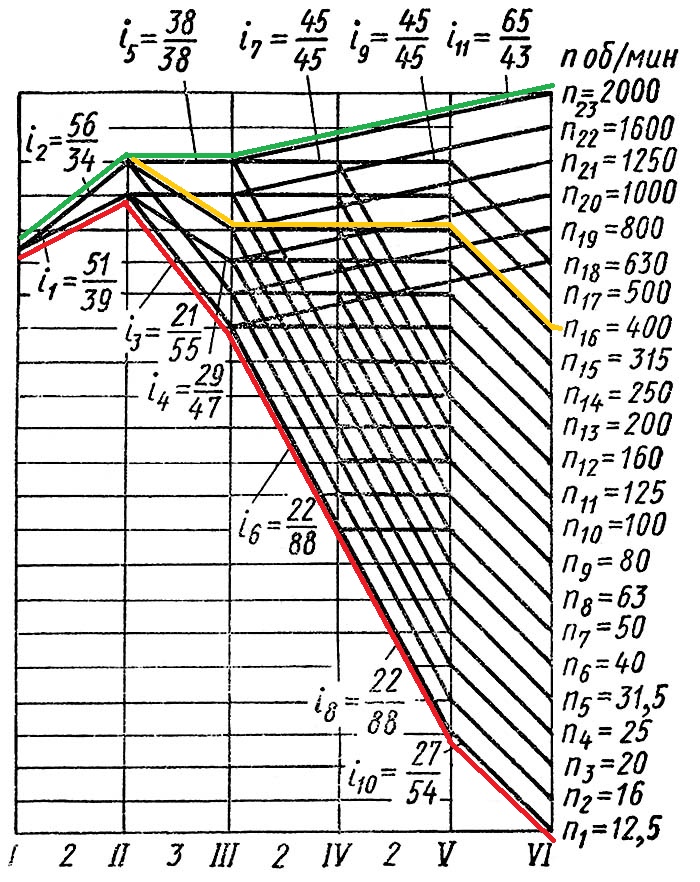
График оборотов токарно-винторезного станка 1к62
При прямом (правом) направлении вращения шпинделя уравнение баланса кинематической цепи привода главного движения запишется так (муфта Мф1 включена влево). Может быть настроено 24 частоты вращения в диапазоне 12,5..2000 об/мин (частота 630 об/мин повторяется).

Уравнение баланса прямого (правого) направления вращения шпинделя
При обратном (левом) направлении вращения шпинделя уравнение баланса кинематической цепи привода главного движения запишется так (муфта Мф1 включена влево). Может быть настроено 12 частот вращения в диапазоне 19..2420 об/мин.

Уравнение баланса обратного (левого) направления вращения шпинделя
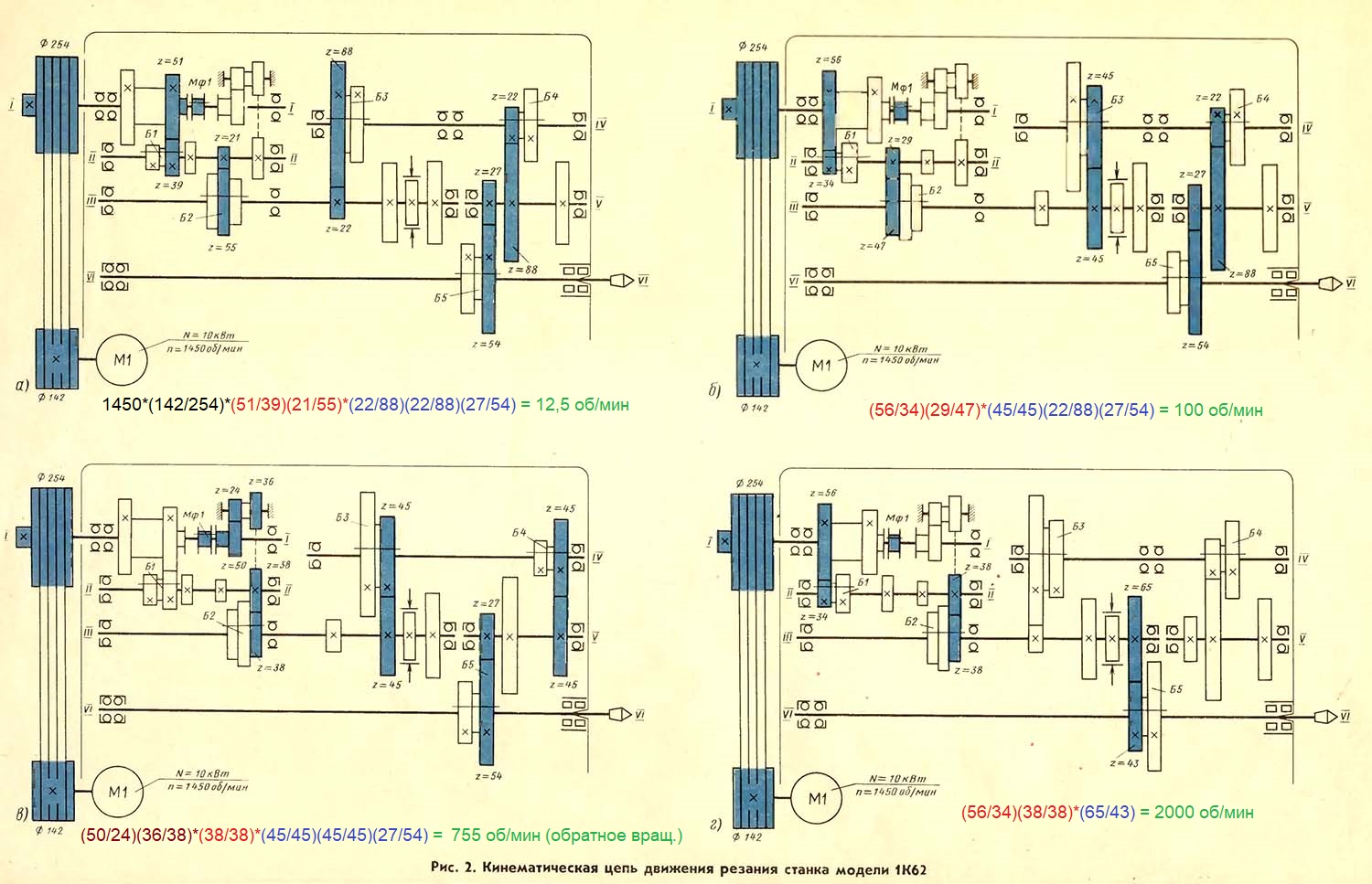
Кинематическая цепь движения резания токарно-винторезного станка 1к62
1450 — число оборотов электродвигателя;
142/254 — передаточное отношение ременной передачи (отношение диаметров шкивов двигателя (Ø 142) и коробки скоростей (Ø 254));
0,985 — коэффициент упругого проскальзывания ременной передачи.
Движение подачи
Привод подач включает в себя следующие цепи и узлы (см.кинематическую схему):
- Звено увеличения шага резьбы — двойной блок Б6 в шпиндельной бабке, обеспечивает увеличение выходной частоты вращения по отношению к частоте вращения шпинделя в соотношении: 1:2, 1:8, 1:32
- Механизм реверса 2-х скоростной — тройной блок Б7 в шпиндельной бабке, служит для изменение направления движения суппорта при одном и том же направлении вращении шпинделя. Осуществляется подкючением промежуточной шестерни — трензеля;
- Гитара сменных колес — включает сменные шестерни K, L, M, N. Служит для сравнительно редкой перенастройки чисел оборотов;
- Коробка подач — коробка подач получает движение от шпиндельной бабки через гитару и задаёт различные скорости вращения ходового вала и ходового винта;
- Механизм подач фартука — преобразует вращение ходового вала или ходового винта в поступательное движение суппорта продольное или поперечное.
Коробка подач токарно-винторезного станка 1к62
Кинематическая цепь продольных подач суппорта
Продольное перемещение суппорта осуществляется следующим образом:
от шпинделя через передачу 60/60, далее через реверс с колесами 42/42 или 28/56 либо 35/28•28/35 и через гитару сменных колес 42/95•95/50 вращается вал IX коробки подач.
Подключив муфту, колесо МФ2 начинает вращать конус шестерен 26, 28, 32, 36, 40, 44, 48 и от него накидное колесо 36.
Далее через передачу и включенную муфту МФ3 вращается двойной блок z = 18 – z = 28, осуществляющий отношения 18/45 и 28/35, затем через двойной блок 15/48 и 35/28 и через передачу 28/56 вращается ходовой вал, по которому вместе с фартуком перемещается колесо z = 27.
Далее движение передается через передаточные отношения колес фартука 27/20 • 20/28 • 4/20 • 40/37 • 14/66 на реечное колесо z = 10 (модуль зацепления m = 3 мм). Колесо 10, находясь в зацеплении с рейкой, прикрепленной к станине, катится по ней и перемещает фартук с суппортом.
Включением муфт МФ8 или МФ9 колесо z = 14 вращается вправо или влево, меняя направление движения суппорта. Общее уравнение кинематической цепи продольных подач определяется исходя из расчетного периода одного оборота шпинделя:

Общее уравнение кинематической цепи продольных подач станка 1к62
Пределы величин продольных подач при включении соответствующих блоков составляют 0,07…0,13; 0,14…0,26; 0,28…0,52; 0,57…1,04; 1,14…2,08; 2,28…4,16 мм/об. Последняя группа подач получается включением звена увеличения шага резьбы.
Кинематическая цепь поперечных подач суппорта
До червячной передачи фартука кинематическая цепь не отличается от предыдущей цепи. Далее через колеса 40/37 или 40/45•45/37 включением муфт МФ10 или МФ11 и через передачи 40/61•61/20 вращается винт поперечной подачи суппорта. Шаг резьбы винта 5 мм, резьба левая. Уравнение кинематической цепи аналогичное, как и для продольных подач. Величины подач в 2 раза меньше соответствующих величин продольных и составляют от 0,035 до 2,08 мм/об.
Ручное продольное перемещение суппорта. Маховиком на валу XIX через передачу вращается реечное колесо z = 10. За один оборот маховика суппорт переместится на величину
1 • 14/66 • π • 10 • 3 = 20 мм
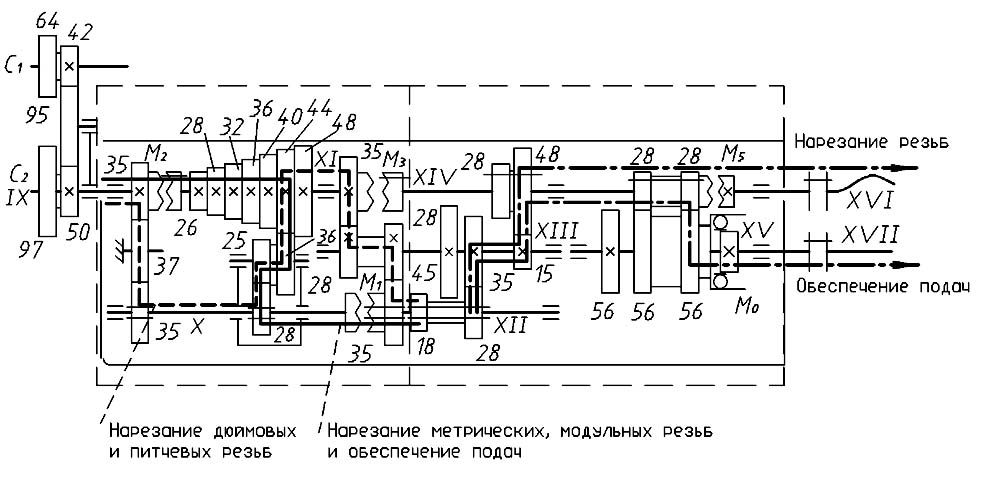
Кинематическая цепь для получения метрической резьбы
Органы настройки винторезной цепи должны быть рассчитаны и настроены таким образом, чтобы величина продольного перемещения суппорта на один оборот шпинделя в точности соответствовала шагу Т нарезаемой резьбы.
При нарезании резьбы для перемещения суппорта участвует ходовой винт с шагом 12 мм. Для этой цели блок колес z = 28 – z = 28 входит в зацепление с муфтой МФ5. Маточная гайка, замкнутая с винтом, перемещается вместе с фартуком и суппортом. Кинематическая цепь не отличается от цепи продольных подач, но передача фартука не участвует. Уравнение кинематической цепи в этом случае определяется исходя из следующего: за один оборот шпинделя суппорт с резцом должен пройти путь, равный шагу нарезаемой резьбы, и напишется в таком виде:

Кинематическая цепь для получения метрической резьбы
где Тн.р. – шаг нарезаемой резьбы.
В этой цепи конус шестерен Б10 (26, 28, 32, 36, 40, 44, 48) является ведущим.
Не все колеса, находясь в зацеплении с накидным колесом z = 36, дают гостированные шаги, например для шага Тн.р. = 1 мм участвует колесо конуса z = 32, что видно из уравнения кинематической цепи

Пример кинематической цепи для получения метрической резьбы
Звено увеличения шага резьбы
В коробке скоростей имеется звено увеличения шага резьбы. Для получения увеличенных шагов резьб необходимо двойной блок z = 60 – z = 45 вала VII переместить вправо до зацепления колеса z = 45 этого блока с колесом z = 45 вала III. Тогда число оборотов вала по отношению к шпинделю будет увеличено в 16 или в 4 раза, при этом шпиндель должен вращаться через передачу 27/54.
Тогда все остальные передачи и ходовой винт будут вращаться ускоренно в 32, в 8 или в 2 раза в зависимости от включения блоков z=88 – z=45 и z=22 – z=45 на валу IV. Наибольший шаг резьбы Тн.р. = 192 мм при передаточном отношении трензеля iTP = 28/56.
Кинематическая цепь для получения модульных резьб
Шаг модульной резьбы пропорционален π – Тн.р. = π•m (m – модуль зацепления в мм). Кинематическая цепь осуществляется аналогично цепи для метрической резьбы, но в гитаре сменных колес надо установить колеса 64/95 • 95/97.
Уравнение кинематической цепи напишется в таком виде:

Кинематическая цепь для получения модульных резьб
Для получения крупных модульных резьб применяют звено увеличения шага резьбы и mmах = 48 мм.
Кинематическая цепь для получения дюймовых и питчевых резьб
Дюймовая резьба характеризуется числом ниток на 1″. Запись кинематической цепи производится так же, как и для метрической резьбы, но конус шестерен является ведомым, для чего муфта MФ2 отключается от колеса z = 35, а муфты MФ4 и MФ3 выклю-чены.
Общее уравнение кинематической цепи будет иметь вид:

Кинематическая цепь для получения дюймовых и питчевых резьб
Пределы чисел ниток нарезаемой резьбы: Тн.р. = 2…24 нитки на 1″. Очень редко применяется питчевая резьба, которая характеризуется питчами. Величина питча р = 25,4/m. Кинематическая цепь аналогична, как и для дюймовой, но в гитаре сменных колес устанавливаются колеса 64/95 • 95/97. Пределы величин р: 7…96, а для меньших величин применяют звено увеличения шага резьбы.
Кинематическая цепь для нарезания особо точных резьб
Эти резьбы нарезают при помощи включения ходового винта, минуя коробку подач, сокращая этим кинематическую цепь. Для этого необходимо соединить ходовой винт с валом IX коробки подач включением муфт MФ2, MФ4, MФ5 и разъединением блока колес z=25 и z=36 от конуса в коробке подач.
Уравнение кинематической цепи в этом случае напишется так:
1 • 60/60 • 42/42 • x • 12 = Тн.р.; отсюда х = Тн.р./12
где х – передаточное отношение сменных колес, состоящее из одной или двух пар.
Быстрое перемещение суппорта
Оно производится нажатием кнопки, встроенной в рукоятке управления, и осуществляется от электродвигателя ускоренного перемещения. Скорость перемещения суппорта в продольном направлении определяется из уравнения кинематической цепи

Быстрое перемещение суппорта
а в поперечном = 1680 мм/мин.
Трофимов А.М. Металлорежущие станки. Альбом кинематических схем
http://multiurok.ru/files/prakticheskaia-rabota-10-sostavlenie-uravneniia-ki.html
http://stanki-katalog.ru/st_54.htm